Как выбрать оборудование для производства саморезов. Лучший станок для производства саморезов
Как выбрать оборудование для производства саморезов. Лучший станок для производства саморезов
Наверняка многие предприниматели задумывались над тем, чтобы наладить собственное производство саморезов. И действительно — почему бы и нет? Капиталовложения относительно небольшие, а технологическая линия сама по себе несложная.
Но тут нужно уметь правильно выбрать оборудование для производства саморезов, ведь от этого зависит не только качество продукции, но и многие другие факторы. Давайте со всем детально разберёмся.
Немного о технологии
Безусловно, спрос на строительные товары постоянно растёт, а так как саморезы относятся именно к этой группе товаров, то начать бизнес в данной нише довольно перспективно. Настоятельно рекомендуется производить товар путём холодной штамповки. Обусловлено это тем, что таким образом можно добиться наиболее оптимальных технических параметров изделия. Сама по себе технология достаточно простая и делится на 2 этапа.
На первом формируется болванка. Если простыми словами, то заготовка. В это время изготавливается как основная часть, так и головка с наконечником. Следующий шаг — это нарезание резьбы при помощи специальных инструментов, которые устанавливаются на автоматические станки. Если вы планируете постепенно развивать свой бизнес, то можно еще добавить некоторое оборудование для производства саморезов. Техника позволит осуществлять закалку для повышения прочности.

Оборудование для производства саморезов
Ну а сейчас давайте поговорим о наиболее важном — о покупке станков и автоматов. От того, насколько правильно будет выбрана техника, напрямую зависит качество готовой продукции, производительность и многое другое. Прежде всего, обратите внимание на погрешность, которая допускается во время нанесения резьбы.
Чем она меньше, тем лучше, но такой станок будет довольно дорогой. Нужно понимать, что, если будет большая неточность, то велика вероятность брака целой партии, а это большой материальный убыток.
Второй важный показатель — это скорость нарезки. Если ваш бюджет ограничен, то недорогой станок для производства саморезов с производительностью 50-60 штук в минуту обойдётся порядка 3 000 долларов. Если каждые 60 секунд выпускать более 200 единиц продукции, то цена возрастёт до 10 000 долларов и выше. Конечно, вам понадобится купить не только станок, а целую линию оборудования. Давайте как раз об этом и поговорим.

Линия для производства саморезов
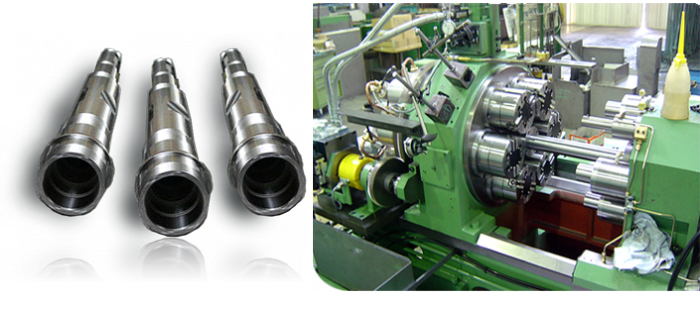
Стоит сразу отметить, что технологическая цепочка может включать в себя различное оборудование, но мы поговорим о базовом. То есть о том, без чего не получится изготовить продукцию. Во-первых, сюда входит холодновысадочный станок. Он выполняет формировку головки и тела.
Помимо этого, нужно установить и резьбонакатный агрегат, собственно и наносящий резьбу. Несмотря на то что устройство данного оборудования довольно сложное, разобраться в нём не составит труда. Главное — это правильно его настроить. Как уже было отмечено выше, ценовой диапазон зависит от производительности.
Как вы видите, эти два станка только и нужны. Конечно, есть смысл устанавливать закалочную печь (автоматическая), после этого готовые саморезы поступают на мойку. Стоит обратить внимание, что последний этап, то есть очистка, также не требует участия человека.
Каким должно быть сырьё?
Конечно, многие скажут, что оно должно быть качественным. И отчасти это правильный ответ. Но всё дело в том, что тут имеется возможность использовать разные металлы в зависимости от того, что нужно получить на выходе. Например, саморезы разной твёрдости, толщины, длины, а также стоимости. В общем и целом, подойдут такие материалы, как латунь или высокоуглеродистая или нержавеющая сталь.
Стоит заметить, что проволока для производства саморезов, поставленная в бобинах, предпочтительней из-за технических соображений. В принципе, тут необходимо руководствоваться видами производимого товара. Если это нержавеющие саморезы, то используете соответствующий материал. Когда вы будете расширять свой бизнес, то можете изготавливать саморезы из разных материалов. Опять же всё упирается в цену, но нужно учитывать особенности установленного оборудования.
На что еще обратить внимание

Сложно сказать, какой именно станок для производства саморезов можно считать лучшим. В настоящее время имеется достаточное количество достойных производителей, чья продукция пользуется спросом. Среди них и отечественные компании. Что касается реализации продукции, то это тоже довольно важный момент.
Нужно ориентировать на магазины крепежа, а также крупные строительные компании. Лидирующие позиции среди резьбонакатных станков занимает модель IC 6 X75. Данный образец может выпускать порядка 180 готовых саморезов в минуту. Но оборудование довольно габаритное и имеет массу порядка 2-х тонн. Диаметр готовой продукции составляет около 6 миллиметров.
Также можно обратить своё внимание и на станок IC 6 X80. Его особенности в том, что, в отличие от предшественника, диаметр саморезов увеличен до 8 миллиметров, но за счёт этого габариты стали несколько больше, а производительность ниже. Вес составляет 3,1 тонны с возможностью выпуска 110 изделий в минуту.
Заключение
Хотелось бы сказать еще несколько слов о холодновысадочных станках. Их необходимо грамотно подобрать. Дело в том, что, к примеру, модель ID 5 X85 позволяет выпустить саморез максимальным диаметром 5 мм. Следовательно, с ним в паре нерационально использовать станок для нарезки резьбы IC 6 X80. Это же касается и производительности — она должна быть одинаковой.
Таким образом, вы сможете чётко наладить свою технологическую линию. Необходимо вовремя поставлять сырье для производства саморезов, так как простои выливаются в материальные убытки, что для вас не очень хорошо. Пожалуй, это всё, что можно сказать по данной теме.
Как вы видите, наиболее важным моментом является то, насколько правильно вы подберёте станки. Оборудование для производства саморезов должно быть новым, поэтому не покупайте б/у, ведь вы не получаете никаких гарантий, и уже завтра что-то может сломаться, а капитальный ремонт займёт несколько дней минимум, а это большие убытки.
Оборудование для производства саморезов и шурупов холодным способом
Данная группа товаров производится способом холодной штамповки. В качестве сырья принято использовать:
- латунь;
- сталь (стандартная, нержавеющая или высокоуглеродная).
Материал используют в виде проволоки, которая уже скручена в мотки. Технологию производства саморезов можно разделить на следующие этапы:
- подготовка заготовки – разрез проволоки на заданный размер;
- формирование наконечника и головки;
- формирование резьбы;
- закаливание изделия методом быстрого нагревания и охлаждения в закалочном кругу;
- обработка изделия антикоррозийным материалом.
Линия для производства состоит из холодновысадочного и резьбонакатного станка, а также центрифуги для сушки изделия, линии гальваники и закалочной печи. Составляя бизнес-план по производству саморезов, готовьтесь, что больше половины вложений пойдут на покупку оборудования. Скорость работы мини-станка зависит от степени его производительности и может составлять от 50 до 250 штук в минуту. Цена самых простых станков (любого автомата из всей линии) начинается от 80 тыс. руб., более сложное оборудование для производства саморезов варьируется в пределах 500-900 тыс. руб. В любом случае для покупки полной линии необходим стартовый капитал от 600 тыс. руб.
Открыв мини-завод с дорогим оборудованием можно быстрее окупить стартовые вложения, так как производительность таких технологий гораздо выше. Также рентабельность повысится за счет изготовления более качественной продукции и возможности расширить ассортимент.
Принцип работы оборудования
 Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Во сколько обойдется производство саморезов – этапы открытия бизнеса
Хотя производство саморезов и не является оригинальной бизнес-идеей, благодаря стабильно высокому спросу на продукцию рентабельность изготовления данных строительных расходных материалов – одна из самых высоких в рамках нашего государства.
Если у предпринимателя не предусмотрены большие траты на транспортировку, открывать производство такого продукта стоит в городках с населением от 20 000 человек.
Усредненный расходный финансовый план на открытие бизнеса – от 1 200 000 рублей. У стартового капитала большая зависимость от производителей станков. Имеются как тайваньские дешевки, так и отечественные агрегаты, цена на которые в 2 раза больше.
Какие этапы придется пройти ИП на пути к цели:
Поиск помещения под производство.
В отличие от других направлений бизнеса, при изготовлении саморезов отпадает необходимость в офисе, как таковом. Весь процесс работы будет автоматизирован на 85%, поэтому основной задачей предпринимателя будет вывоз продукции на точки сбыта.
Для организации подобной работы вполне сойдет помещение от 30 квадратов на окраине города с подъездом для грузовиков.
При «кустарном» производстве саморезов не исключено использование и больших гаражей, но берите в расчет размер станков, которые должны будут там работать по 6-9 часов кряду.
Поиск оборудования для производства.
Половина ИП стремятся закупить дорогие станки и только премиальные линии производства саморезов, но это не есть правильно.
Не имея постоянных каналов сбыта, лучше максимально сэкономить и приобрести бывшие в употреблении станки – это даст возможность «прощупать» рынок и настроить объемы производства более четко.
Налаживание поставок сырья.
Найти проволоку для производства саморезов сейчас хоть и не тяжело, но, чтобы выбрать наиболее приемлемую цену сырья, займитесь вопросом его поиска заранее.
Особых навыков для производства саморезов на автоматизированных станках не нужно. Соответственно, заработная плата персонала будет на уровне 7 000-12 000 рублей. Из-за низкой доходности работы будьте готовы к «текучке» кадрового состава.
На одну автоматизированную линию производства из 2-4 станков потребуется всего один работник, но, как правило, в смену ставят по 2.
Таким образом, всего придется содержать штат из 4-х человек.
Организация производства и сбыт.
Первыми кандидатами на поставки готовой продукции должны стать строительные магазины, что находятся в вашем городе. Далее, идет охват близлежащих населенных пунктов с оптовыми точками сбыта.
Закупать партиями саморезы могут и частники – у начинающих предпринимателей доля розничных продаж частенько превышает оптовый объем.
Средняя стоимость одного самореза – от 30 копеек за шутку. При учете ежемесячных расходов на аренду и закупку сырья для производства чистый доход предпринимателя за месяц – от 70 000 рублей.
При большей наценке на готовый продукт рентабельность бизнеса может достигать 150%, что для строительной ниши России является одним из лучших показателей вообще.
Какими бывают саморезы?
Основное назначение строительного расходного материала ясно из самого названия – при помощи нарезной основы пробивать дерево/метал и соединять в единое целое элементы конструкции. Из-за широкого распространения саморезов разобраться в их разновидностях может быть непросто даже профильному специалисту.
Однако в производстве саморезов типу выпускаемой продукции уделяется большое внимание. Не каждый имеет массовый спрос, потому нет смысла покупать некоторые формы для станков
Классификация саморезов по назначению
Классический по металлу.
Наиболее распространенный вариант саморезов, который оптимально производить для массового потребителя. Ключевая особенность – витки резьбы расположены друг от друга очень близко + сам наконечник саморезов имеет заостренную форму.
Длина и диаметр саморезов не имеют общих требований, поэтому данный параметр выбирается при производстве самостоятельно.
Для изготовления саморезов по металлу необходимо использовать только высокопрочную сталь с оцинковкой или оксидкой сверху. Расцветка черная, но есть варианты под металлику или позолоту.
Саморез по металлу со сверловым концом.
Вариант саморезов, в котором отличительной чертой является сверло образный наконечник для более плавного проникновения в толщину металла. Хороши для листовых пластин средней толщины.
Если при использовании классических саморезов, приходилось использовать на начальном этапе сверло, то здесь данный момент можно пропустить. Достаточно приложить некоторые усилия, и саморез самостоятельно проделает стартовую выемку для вхождения в объект.
Саморез по дереву.
Больших внешних отличий при производстве саморезов по дереву вы не заметите. Особенность заключается в большем расстоянии между витками. На станках и в заготовках данный нюанс очень просто учитывается и не требует дополнительных закупок сырья или сменных частей для станков.
Мебельный саморез или, как его еще называют, конфирмат используется с целью сборки конструкций из МДФ или ДСП
Использовать саморез можно и для дорогих сортов древесины, но при этом требуется большое внимание уделять форме шляпки и возможности ее маскировки.
При производстве конфирматов большое значение играет внешний вид шляпки, так как для каждого вида мебели, может потребоваться свой шаблон. Изготовлять такие саморезы проблематично, поэтому вариант стоит рассматривать лишь при наличии оптовых покупателей.
Саморез с пресс-шайбой.
Саморез является подкатегорией винтов по металлу, но из-за функциональной особенности его стоит рассматривать, как отдельный вариант производства
Спрос на подобные саморезы очень велик в сельской местности, поэтому, если планируете сбывать продукцию на подобный рынок, лучшего варианта будет не найти.
Особенности в производстве – утолщенное винтовое тело и шестигранная шляпка для ключей. Саморез может использоваться лишь для работы с деревом и некоторыми видами бетона, поэтому данный вариант производства также стоит рассматривать лишь при наличии оптовых закупщиков.
Саморез для кровли.
Название говорит само за себя. Особенность в производстве – помимо самого самореза придется изготавливать еще и шайбу.
Шляпка, диаметр, частота витков – параметры вариативные и зависят от области применения расходного строительного материала.
Существуют и другие подвиды саморезов, однако их доля на потребительском рынке не превышает 10%. Поэтому ориентироваться на такой продукт стоит лишь тем предпринимателям, которые уже имеют стабильных партнеров по закупкам, и хотят еще больше расширить свой ассортимент в рамках маркетинговой составляющей бизнеса.
Суть бизнес-плана и его этапы
Начать стоит с поисков потенциальных клиентов с конкретными запросами. Например, станциям технического обслуживания автомобилей потребуются саморезы с антикоррозионным покрытием, а мебельным фирмам – метизы с высокими прочностными характеристиками
Важно, чтобы покупатель был стабильным: это позволит в дальнейшем без особых проблем модернизировать производство, и не зависеть от рыночных капризов. Конечно, возможна и самостоятельная реализация товара, хотя здесь вступят в игру определённые организационные риски
 Саморезы — очень ходовой товар повседневного спроса
Саморезы — очень ходовой товар повседневного спроса
Следующим важным этапом является выбор подходящего производственного помещения. Например, это может быть гараж или объёмная хозяйственная постройка. Помещение должно быть пригодным не только для проведения операций технологического процесса, но также и для складирования/хранения готовой продукции.
Уяснив основные требования к готовым саморезам, можно заняться вопросами технологии их получения. Эти требования включают в себя:
- Подбор материалов (марка металла, сортамент, вид предварительного покрытия).
- Выбор моделей производственного оборудования.
- Организацию подготовительно-заключительных операций (входной контроль качества, упаковка, доставка покупателям).
- Сбыт готовой продукции, если её предполагается реализовывать самостоятельно: реклама, проведение маркетинговых акций и т.д.
ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА САМОРЕЗОВ
Проволока проходит несколько этапов обработки, прежде чем превратится в саморез. Формирование заготовки с помощью холодновысадочного станка. На этом этапе изделие приобретает нужную длину, наконечник, головку. Далее на резьбонакатном станке нарезается стержневая резьба. Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается, фасуется по полиэтиленовым пакетам и коробках..
Технология холодной высадки саморезов
Производство заготовок саморезов производится на двухударных однопозиционных автоматах (высадочных станках). Оборудование имеет два пуансона (черновой и чистовой) и одну высадочную матрицу.
Подготовленная проволока устанавливается на разматывающее устройство и подается через систему роликов двухплоскостного рихтующего устройства в приемное отверстие отрезной матрицы. Далее необходимо выставить регулируемый упор на нужную длину заготовки. После этого автомат включается на рабочий ход.
Отрезной нож выполняет рез и прижимными лапками переносит заготовку на позицию высадки где заготовка подхватывается торцом чернового пуансона, заталкивается в высадочную матрицу до переднего конца выталкивателя, после чего происходит предварительная высадка головки.
При втором ходе исполнительного механизма происходит поворот инструментальной головки, в результате чего на позицию высадки выставляется пуансон второго удара, окончательно оформляющий головку самореза.
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости высадочной матрицы, после чего цикл повторяется. Отштампованная заготовка поступает по лотку в приемную емкость.
Пути реализации
Рекомендуется задействовать все возможные пути реализации:
- заключить долгосрочные договоры со строительными компаниями;
- работать со специализированными организациями (например, по производству окон, дверей, мебели);
- сбывать продукцию в строительные магазины и сети;
- взаимодействовать с частными подрядчиками.
Продумайте ценовую политику. Разумно низкие цены на качественную продукцию – очевидный способ получить лояльных клиентов. Также рекомендуется продумывать различные акции, побуждающие клиентов покупать больше и чаще.
Разработайте ассортимент. Начните производить и сбывать саморезы нескольких разновидностей, определите востребованные и сосредоточьтесь на них. В качестве доптоваров можно изготавливать гвозди, анкеры.
Какие дюбеля лучше
Какой дюбель выбрать – достаточно тривиальный вопрос, который на самом деле имеет однозначный ответ: дюбель нужно выбирать такой, который соответствует материалу установки и типу монтажа. Сколько раз проклянет мастер прокручивающийся саморез при установке карниза на пенобетонную перегородку дома серии 1-ЛГ-600 ? Сколько человек обмотают несчастный дюбель изолентой, наденут на него кембрик от кабеля, напялят термоусадочную трубку – и все безрезультатно !
Кто догадается поставить две или три штуки подряд и прокрутить насквозь, чтобы не проворачивались ? А сколько применят специальный распорный дюбель для газо- и пенобетонов, не говоря уже о том, что немногие подозревают, а еще более немногие – точно знают о том, что такой дюбель, оказывается, существует в природе ! А вот единой классификации дюбелей, отраженной в каких-либо нормативных документах, как раз в природе не существует.
Так что здесь, на самом деле, все и просто, и достаточно сложно одновременно. Давайте попробуем разобраться, какие бывают дюбели в принципе:
По принципу действия:
1. Распорные, которые держатся в отверстии определенного диаметра за счет распирания при вкручивании саморезов – ребра распорного дюбеля упираются в стенки отверстия и расклиниваются в нем. Предназначены они для полнотелых материалов (бетон, железобетон, асфальт, даже дерево и древесно-плитные материалы).
2. Анкерные, которые, помимо расклинивания в материале, также способны деформироваться так, что задняя часть подобного дюбеля не может пройти в отверстие (принцип анкера). Такие дюбели предназначены для пустотелых и пористых материалов (кирпичная кладка из пустотелого кирпича, газобетон, пенобетон и т. п.), а также листовых материалов наподобие гипрока.
По способу монтажа:
1. Закручивающиеся – это длинное и нелепое слово говорит само за себя и точно определяет способ монтажа данного класса дюбелей. Закручивание производится либо отверткой нужной конфигурации, либо аналогично снаряженным шуруповертом (подробности далее).
2. Забивные – аналогично, способом монтажа таких дюбелей является забивание, обычно с помощью молотка либо киянки, но иногда и с помощью и других инструментов: например, это могут быть пассатижи, деревянный брусок, фрагмент полнотелого кирпича или кусок бетона, стального уголка и др.
Также разделяют сквозной монтаж, при котором часть дюбеля пропускают через закрепляемую конструкцию (имеет удлиненную нераспорную часть) и предварительный, при котором дюбель помещают в отверстие на всю длину (наиболее распространенный тип монтажа).
По материалу изготовления:
1. Пластмассовые – из полиэтилена, полипропилена или полиамида (нейлона).
2. Металлические – из алюминиевых сплавов, латуни, нержавеющей стали.
По типу лицевой части:
1. С бортиком (манжетой) – при закручивании бортик оборачивается вокруг шурупа (самореза).
2. Без бортика. Правда, можно получить аналогичный бортику эффект, если вставить дюбель не до конца, оставив снаружи примерно 3 мм.
По назначению, области применения и особенностям конструкции:
1. Стандартные дюбели для полнотелых материалов – самый распространенный вид данного вида крепежа. Классический вариант изготавливается из нейлона (полиамида), и более всего он представлен на рынке финской фирмой SORMAT (серии NAT 5, NAT 6, NAT 8, NAT 10, NAT 12 и др.). На втором месте – швейцарский производитель MUNGO, дюбели которого окрашены в характерный красно-оранжевый цвет, и также изготавливаются из нейлона.

Это крепеж, подходящий в большинстве случаев для большинства материалов.
Исходные материалы и выбор завершающих операций
Для придания прочности и товарного вида изделия после холодной высадки подвергают очистке, термообработке и антикоррозионному/декоративному покрытию. Технология производства саморезов на завершающих этапах определяется материалом, из которых высаживаются изделия. В зависимости от отрасли потребления саморезов исходным сырьём для них служит проволока из:
- Низкоуглеродистой качественной стали по ГОСТ 1050. В связи с тем, что материал в процессе высадки упрочняется, принимать более дорогой прокат не следует.
- Пластичной латуни по ГОСТ 15527 марок от Л68 и выше.
- Алюминия марки АД1 по ГОСТ 4784.
- Пластичного дюраля Д1М по ГОСТ 14838.
Ввиду малости технологических зазоров, и необходимости в точном дозировании исходного материала в высадочную и отрезную матрицы, сортамент проволоки должен соответствовать требованиям ГОСТ 10702. В частности, материал должен поставляться в калиброванном состоянии, отличаться расширенной градацией диаметров, и иметь класс точности не ниже 4.
Учитывая это, для завершающих операций по выпуску саморезов обычно принимают:
- Закалку с последующим отпуском в вакуумных печах сопротивления.
- Воронение (оно может быть чёрным, под железо, либо красным – под медь). Воронению чаще подвергают кровельные саморезы;
- Цинкование в электролитических ваннах.
- Анодирование (только для саморезов из алюминия и его сплавов).
Пробную партию готовых изделий есть смысл отдать на анализ специалистам, которые, проведя необходимые изменения качества покрытия, твёрдости, макроструктуры саморезов и т.д. смогут дать квалифицированное заключение о качестве продукции (а, следовательно, и о необходимости внесения каких-либо изменений в техпроцесс). Если всё в порядке, то продажа саморезов оптом, мелким оптом, и в розницу может начаться удачно.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.
Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Проволока для производства саморезов
 Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий
При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда)
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.
Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
Как делают саморезы
Саморезы играют большую роль в строительной и других сферах. Стоит рассмотреть процесс производства, чтобы подробнее узнать о конструктивных особенностях метизов.
Материалы изготовления
Саморезы в строительстве применяются в процессе создания каркасов для различных построек, стропильных систем, пола, потолка, обшивки и многого другого. Особенность в том, что на крепежные элементы приходится значительная нагрузка. Поэтому важно, чтобы саморезы были изготовлены из высокопрочного и пластичного материала.

Современные производства чаще всего применяют для саморезов сталь марок СТ 10 КП или СТ 08 КП, прошедшая химико-термическую обработку. Материал отличается высокими показателями твердости и пластичности, при этом быстро теряет свои свойства.
Для начала из указанных марок стали производится проволока, показатели диаметра которой совпадают с необходимым диаметром саморезов. После этого продукция наматывается в бухты и отправляется для обработки на специальные заводы, занимающиеся изготовлением строительных метизов.
Заготовки
На заводах, специализирующихся на производстве саморезов, стальная заготовка передается к холодновысадочным станкам для предварительного распрямления. Последующие этапы включают в себя непосредственно производство метизов:
- нарезаются отрезки нужной длины;
- с помощью прессования создается шляпка с подходящим шлицем.
Шлиц на шляпках выполняется для крестовых и других отверток.
Создание резьбы
После производства заготовок выполняется контроль качества, позволяющий отсеять брак. Специалисты тщательно проверяют метизы на соответствие техническим характеристикам, показателям длины, диаметра. Также определяется наличие дефектов на поверхности конструкций.

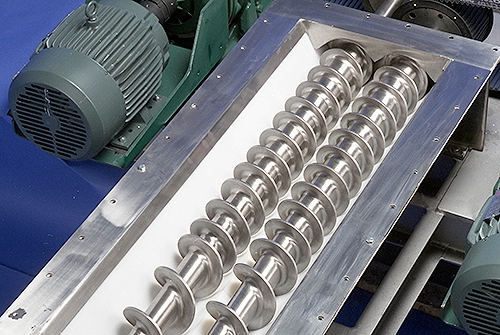
Те метизы, которые прошли проверку на качество, поступают к резьбонарезному станку. С конвейера болванки пересыпаются в шнек, при проворачивании саморезы размещаются шляпкой вверх. В результате на метизах нарезается резьба с необходимым шагом путем протягивания между плоскими плашками. На конце формируется саморежущее острие.
Закаливание
После обработки на резьбонарезном станке крепежные изделия формируются в привычную для всех форму. Готовые саморезы перемещаются в специальный бункер и термопечь. По завершению специалисты еще раз проводят проверку качества. Процедура обжига проводится медленно при средней температуре 930 °С. Затем метизы размещаются в емкостях с жидкостью для охлаждения и последующей закалки.
Окрашивание
После закаливания метизы передаются в специальное устройство, с помощью которого на поверхность наносится покрытие, защищающее от коррозии и других внешних воздействий. Предусмотрено несколько вариантов обработки в соответствии с назначением саморезов:
- фосфатирование;
- оксидирование;
- гальваническое цинкование (белое или желтое).
Например, саморезы для работы с металлоконструкциями, чаще окрашены в желтый цвет.
Заключительный этап
Представленная в статье технология является общепринятой и применима практически для всех видов метизов. На заключительном этапе также проводится контроль качества. В результате остаются самые прочные варианты, соответствующие действующим стандартам и нормативам для крепежей.

На крупных предприятиях упаковка происходит автоматически. Предусмотрено специальное оборудование по весу насыпает саморезы по весу в заранее подготовленные коробки. Упаковки формируются в блоки и поступают в цех отправки готовой продукции.
Автоматические линии
На малых предприятиях для производства конструкций применяются холодновысадочные и резьбонарезные станки. На более крупных фабриках используются дорогостоящие автоматизированные линии.
От одного станка на другой производится передача по конвейерным линиям. Между ярусами применяется транспортировка с помощью лифтов-бункеров. Автоматизированные конструкции на отечественных производствах дополняются следующими элементами:
- термопечи;
- емкости для закаливания;
- линии для окрашивания;
- оборудование для упаковки.
Конструкция холодновысадочного станка
Холодновысадочный станок относится к следующим группам:
- стационарным среднегабаритным;
- универсальным скоростным;
- непрерывного действия;
- автоматизированных двухударных.
Также такие станки используются для других видов крепежных изделий. Все зависит от настроек оборудования.

Устанавливаются холодновысадочные станки на жесткой сварной раме. Проволока подается к рабочей части, где в несколько этапов изготавливаются бухты за счет храпового механизма. Для определения длины заготовки используется упор. Высадочные удары осуществляются с помощью пуансона. От производительности оборудования зависят объемы производства. Средний показатель варьируется от 100 до 300 саморезов в минуту.
Резьбонакатной станок
В данном случае болванки проходят между плашками поштучно. При этом станки ориентированы исключительно на данные рабочие конструкции. Плоские плашки двигаются навстречу по параллели и перпендикулярно оси метизов. Основными параметрами при изготовлении являются метрические и дюймовые.
Источник http://businessman.ru/new-kak-vybrat-oborudovanie-dlya-proizvodstva-samorezov.html
Источник http://sdelai-lestnicu.ru/strojmaterialy/kak-delaut-samorezy-stanki-dla-ih-izgotovlenia-iz-cego-delaut-samorezy-rossijskoe-i-drugoe-oborudovanie
Источник http://boltzavod.ru/kak-delayut-samorezy/
Источник







