Литейное производство: оборудование для литейной лаборатории и контроля литья металла
Литейное производство: оборудование для литейной лаборатории и контроля литья металла
Литейное производство позволяет производить заготовки и детали различной конфигурации и массы. Получению готовых изделий предшествует множество операций, некоторые их которых происходят при высокой температуре, и предполагает работу с материалами в различных агрегатных состояниях: твердом, газообразном и жидком.
В литейном цехе используется разнообразное технологическое и транспортное оборудование, а получение качественных отливок невозможно без контроля различных параметров на всех этапах производства, поэтому оснащению лаборатории уделяется особое внимание. В арсенале этого подразделения предприятия должны быть приборы для проведения требуемых исследований, в том числе экспресс-анализа химического состава металлов и сплавов.
Технологический процесс литейного производства
Представление о технологии получения отливок дает возможность понять проблемы, которые стоят перед литейщиками. Контроль качества на каждом участке литейного цеха оказывает влияние на качество готовой продукции и производительность, поэтому снижение внимания на каким-либо этапе технологического процесса — недопустимая ошибка со стороны технологов.
Отдельные производственные процессы литейного производства представляют собой целостный технологический комплекс, который можно разбить на следующие основные этапы:
- Технологическая подготовка. Определяется способ получения отливки, разрабатывается ее чертеж, проектируется оснастка и технология.
- Изготовление формы. По чертежам осуществляется изготовление модели, стержней и оснастки, которые необходимы для формовки изделия. Процесс формовки происходит параллельно с плавкой сплава заданного химического состава и определенной температурой.
- Заливка и охлаждение. Литейные формы заливают расплавленным металлом с помощью ковша или литейной машины.
- Извлечение отливок и их обработка. После охлаждения отливки до определенной температуры ее удаляют из формы, а также извлекают стержни. Затем она подвергается обработке для придания товарного вида.
Основное технологическое оборудование

При рассмотрении структуры оборудования, входящего в состав литейного цеха, можно выделить специализированное оборудование и оборудование общего назначения. К первой группе относятся агрегаты, без которых невозможен основной технологический процесс — получение из металла готового изделия.
- подъемники,
- питатели,
- крановое хозяйство,
- бункеры,
- трансформаторы,
- конвейеры и ряд других.
Основное технологическое оборудование отличается большим разнообразием, и подбирается в соответствии со спецификой производства, особенностями номенклатуры изделий и материалов, используемых для их получения. Эта группа агрегатов требует более детального рассмотрения.
Плавильные печи
Плавильная печь — основной технологический агрегат литейного цеха, который предназначен для получения сплава заданного химического состава. Это оборудование различается по способу нагрева, и может работать с использованием различных шихтовых материалов.
Печи бывают следующих типов:
- Индукционные. Принцип действия агрегата основан на индукционном расплавлении металла при прохождении через него вихревых токов. Для создания электромагнитного поля используется индуктор. Печи этого типа отличаются высокой скоростью расплавления шихты, удобством обслуживания, экономичностью и экологичностью. Кроме этого, имеется возможность быстрого перехода от одного сплава к другому.
- Электродуговые. Нагрев металла осуществляется электрической дугой постоянного или переменного тока. Агрегат позволяет вести плавку с окислением для получения конструкционных сталей или предусматривает безокислительный процесс для производства легированных марок.
- Газовые. Источником тепла служит газовоздушная смесь. Эти устройства обеспечивают точный контроль температуры, поэтому находят применение для плавки цветных и ценных металлов.
Литейные машины
В зависимости от способа прессования бывают литейные машины горячего и холодного прессования. Последние имеют довольно узкую специализацию, и предназначены для сплавов на основе меди, алюминия и магния.
Формовочное оборудование предназначено для получения литейных форм. Оно позволяет получать уплотненные формы и обеспечивает высокое качество отливок.
Ковши
Литейные ковши предназначены для транспортировки и разливки сплава в жидком состоянии. Они могут принимать различную форму, а их объем подбирается в зависимости от особенностей технологического процесса.
Система контроля качества
Получение качественной и конкурентоспособной продукции литейного производства невозможно без контроля на всех этапах различных характеристик и свойств материалов, используемых в технологическом процессе. Система контроля качества подразумевает:
- Контроль состава песка, определения технологических характеристик формовочных материалов и стержней применяются измерительные приборы разнообразных моделей.
- Контроль качества литья осуществляется различными неразрушающими методами исследования, которые позволяют определить соответствие изделий требованиям стандартов.
- Ведение плавки для получения сплава заданного химического состава — важнейшая задача, стоящая перед литейщиками. Для ее решения используются современные аналитические приборы — спектрометры, которые позволяют максимально оперативно с высокой степенью точности результатов выполнить анализ металла.
Спектральные анализаторы. Виды и требования к приборам
Особенности ведения технологического процесса в плавильных печах требует постоянного контроля химического состава на всех стадиях получения металла. Основные требования, предъявляемые к приборам, используемым для этих целей:
- экспрессность;
- высокая точность;
- возможность проведения контроля неразрушающими методами;
- простота проведения анализа;
- возможность автоматизации;
- приспособленность к эксплуатации в производственных условиях.
Оптико-эмиссионные анализаторы
На производстве находят широкое применение оптико-эмиссионные спектроскопы с искровым и дуговым возбуждением спектра (или их комбинацией), у которых рабочей средой служит аргон или воздух. Наиболее простой из них — стилоскоп, который имеет невысокую стоимость и позволяет быстро проводить визуальный анализ химического состава металлов и сплавов. Прибор не отличается высокой точностью, так как для регистрации спектра используется глаз оператора, поэтому литейщики прибегают к использованию более совершенных устройств, которые исключают недостатки стилоскопов.
К преимуществам современных оптико-эмиссионных приборов относят:
- Возможность обнаружения даже незначительных примесей в сплавах. Это имеет особенную важность в литейном производстве, так как для ведения плавки необходимо знать содержание таких элементов, как углерод, сера и фосфор.
- Высокая точность результатов исследования. Метод используется не только для экспресс-анализа, но и для проведения сертификационного анализа.
- Анализ осуществляется бесконтактным способом.
- Нет необходимости отбора массивных проб.
- Экспрессность. Фактор времени при получении в плавильной печи сплава заданного состава имеет исключительную важность.
Оптико-эмиссионные приборы требуют проведения калибровки. Потребитель получает устройство с загруженными аналитическими программами, что может привести к затруднению при работе со сплавом, имеющим неизвестный химический состав, который отличен от состава стандартного образца. Для получения точных результатов перед исследованием проба нуждается в подготовке.
Рентгенофлуоресцентные анализаторы
Рентгенофлуоресцентный анализ металлов и сплавов позволяет провести количественный и качественный анализ металлов и сплавов. Приборы отличаются компактными размерами и простотой использования. Несмотря на универсальность, они не могут определять присутствие элементов с атомным номером менее 11. Таким образом, РФА не позволяют определить содержание углерода в стали и чугуне — наиболее распространенных материалов для производства отливок.
Тем не менее, метод широко используется в литейном производстве, и дополняет АЭСА, благодаря ряду преимуществ:
- Высокая точность результатов исследований.
- Анализ проводится без разрушения образца.
- Низкий предел обнаружения.
- Простая пробоподготовка.
- Возможность анализа пробы много раз.
- Высокая производительность.
Интересные предложения для литейщиков
Рынок приборов для анализа металлов и сплавов, и других материалов насыщен различными моделями анализаторов, которые могут быть использованы в системе контроля качества литейного производства. Среди них можно найти стационарные, мобильные и портативные устройства, позволяющие решать различные аналитические задачи.
Искролайн 100
Искролайн 100 — настольный спектрометр для анализа химического состава металлов и сплавов. Способен распознавать более 70 элементов, в том числе углерод, серу и фосфор. Прибор используется для входного контроля, сертификационного анализа и экспресс-анализа плавки.
Искролайн 300
Искролайн 300 — атомно-эмиссионный спектрометр, относящийся к лабораторному классу. Прибор способен выполнять экспресс-анализ металлов и сложных сплавов на любых основах в диапазоне спектров 174–930 нм. Находит применение как для решения рутинных аналитических задач, так и проведения сертификационного анализа.
SciAps серия X
Эта серия портативных рентгенофлуоресцентных анализаторов оснащена инновационным аппаратным обеспечением, что позволяет проводить исследование любых проб. Библиотека-марочник насчитывает более 1200 марок с возможностью неограниченного расширения. Параметры прибора оптимизируются в автоматическом режиме.
СПАС-01
СПАС-01 — универсальный оптический эмиссионный спектрометр, который предназначен для решения различных аналитических задач. В состав оборудования входит генератор, способный работать в различных режимах. Прибор способен распознавать спектры в диапазоне 185 – 930 нм, что делает его незаменимым в лаборатории литейного цеха.
Виды литья: особенности технологии и применяемого оборудования
Литье металла в песок (землю) связано с определенными сложностями, в частности, подобное производство требует большого оборота формовочного материала. Кроме того, применение такого способа литья не всегда приводит к получению заготовок требуемого качества. Развитие металлургической науки привело к тому, что появились новые, специальные способы литья металлов.
К специальным способам относят — разлив металла в формы, выполненные из металла, литье в формы, выполненные в виде оболочек, литье под воздействием центробежной силы и некоторые другие.
Главное достоинство названных специальных методов литья то, что металлурги стали получать качественные детали, снизили количество некондиционной продукции, подняли производительность на производстве. Разумеется, вводимые в эксплуатацию специальные методы литья оказывают положительное влияние на улучшении условий труда рабочих и инженеров.
Рассмотрим некоторые из этих специальных способов подробнее.
Кокильное литье
Разлив в формы, выполненные из металла. Суть этого специального метода состоит в том, что отливки получают, заливая расплав в металлические формы. Такие формы называют кокилями. Их изготавливают в двух исполнениях – разъемные и неразъемные. Первые состоят из нескольких частей, эти формы используют для производства сложных по форме отливок. Неразъемные формы используют для производства простых отливок и пр. Для металлических форм применяют чугун марки СЧ или легированные стальные сплавы. На стойкость кокиля оказывают прямое влияние материалы, размеры отливки и, конечно, кокиля.

Процесс отлива в кокиль
Инженеры разработали и успешно используют на практике специальные методы продления времени эксплуатации кокиля и повышения качества отливок. Для этого на рабочую поверхность формы наносят специальные составы, образующие покрытие стойкое к температурному воздействию со стороны расплава. Эти материалы наносят или с помощью краскопульта или обыкновенной кистью. Для чугуна необходимо нанести облицовку несколько раз за смену. Краску наносят непосредственно перед заливкой облицовки.

Технологический процесс литья в кокиль
Для получения внутренних полостей применяют стержни, выполненные из стали марок У7 и ее аналогов. Кроме стержней, изготовленных из стали применяют и изделия, выполненные из специального песка. Специальное литье этого типа можно выполнять только в подогретую оснастку. Рабочая температура кокиля должна находиться в пределах от 200 до 300 градусов Цельсия. Разогрев формы снизит эффект от теплового удара, да и при литье не произойдет выброса расплава, который может произойти при попадании в холодный кокиль. Кокильное литье используют для изготовления отливок из цветных сплавов.
Серийное и массовое производство отливок выполняют на оборудовании, которые самостоятельно, без участия человека обслуживают литейные формы, монтируют и демонтируют стержни, достают отливки. Литье в с применением механизированного оборудования позволяет в несколько раз поднять производительность на производстве. Между тем литье в кокиль обладает и рядом недостатков. В частности, для изготовления форм требуется большое количество времени, возникают технологические сложности при получении отливок с тонкими стенками и несколько других.
Лекция 2. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Стр 1 из 5Следующая ⇒
Лекция 2. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Литейное производство — отрасль машиностроения, изготавливающая заготовки или детали (отливки) заливкой расплавленного металла (расплава) заданного химического состава в полость литейной формы, имеющей конфигурацию отливки. При охлаждении, расплав затвердевает и сохраняет конфигурацию полости формы. Литьем можно изготавливать изделия очень сложной конфигурации, которые другими видами обработки — ковкой, штамповкой, сваркой — получить трудно или невозможно.
Литьем изготавливают:
заготовки деталей общего назначения, к которым не предъявляются особые требования по механическим и эксплуатационным свойствам; заготовки ответственных деталей, таких как детали двигателей внутреннего сгорания (блоки цилиндров, поршни), рабочие колеса и лопасти газовых турбин, и т.д. Масса отливок может быть от нескольких граммов (детали приборов) до десятков тонн (станины станков, роторы турбогенераторов).
Жидкий металл
заливают в разовые формы (после изготовления отливки их разрушают) и многократные (в одной форме можно получить от десятка до нескольких десятков тысяч отливок). Разовые формы изготавливают из неметаллических материалов (формовочных смесей). Многократные формы изготавливают из сплавов на металлической основе.
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Принципиальная схема литья (на примере разовой разъемной литейной формы) показана на рис. 2.1, а
Рис. 2.1 Схема процесса литья в разовые разъемные формы: а – принципиальная схема; б – отливка после выбивки; 1,2 – нижняя и верхняя опоки; 3 – форма; 4 – полость формы; 5 – выпор; 6 – литейный стержень; 7 – вентиляционный канал; 8 – вертикальный канал (стояк); 9 — литниковая чаша (воронка); 10 — расплавленный металл; 11 — ковш; 12 – шлакоуловитель; 13 — горизонтальные каналы (питатели).
Жидкий металл 10
из ковша
11
заливается в литейную форму и через систему каналов поступает в полость
4
формы
3
, заполняет ее и затвердевает. После затвердевания, извлечения из формы и обработки получается отливка (рис. 2.1,
б
).
Для получения отверстий
,
полостей
и других усложнений конфигурации отливок применяют стержни
6
, которые устанавливаются при сборке формы.
Для получения отливки необходимо наличие трех технологических элементов: литейный материал, технологическое литейное оборудование и технологическая литейная оснастка.
Литейные материалы.
Литейные материалы (металлические сплавы, пластмассы, резина, керамика) должны обладать высокими литейными (технологическими), механическими и эксплуатационными свойствами.
Литейные свойства сплавов
При проектировании любой детали в первую очередь учитываются механические свойства сплава, но и дополнительно необходимо учитывать литейные свойства сплава, которые определяют возможность получения качественной отливки, т.е. отливки, отвечающей заданным требованиям. Наиболее важные литейные свойства сплавов:
а) жидкотекучесть;
б)усадка;
в)склонность к ликвации и поглощению газов.
Жидкотекучесть — это способность жидких металлов и сплавов заполнять ее полости и четко воспроизводить рельеф отливки. Жидкотекучесть сплава зависит от его физико-химических свойств (прежде всего — температуры ликвидус) и технологических факторов, прежде всего — температуры заливки. Для сплавов затвердевающих при постоянной температуре (чистые металлы и эвтектические сплавы) или в узком интервале температур (до 30оС) характерно последовательное затвердевание с образованием сплошной твердой корки на поверхности канала формы. Внутри этой корки остается жидкая фаза, способная затекать в канал. Сплавы с широким интервалом температур кристаллизации затвердевают с образованием разветвленных дендритов по всему сечению потока. Эти расплавы теряют способность течь в канале формы при наличии твердой фазы 20…30% от объема. С повышением температуры перегрева сплава жидкотекучесть увеличивается.
Усадка — это свойство литейных сплавов уменьшаться в объеме и линейных размерах при затвердевании и охлаждении. Усадочные процессы протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. На величину усадки влияют, прежде всего, химический состав сплава, температура заливки и свойства литейной формы. С повышением температуры заливаемого сплава усадка отливки увеличивается. Различают линейную и объемную усадку.
Линейная усадка — это уменьшение линейных размеров отливки при ее охлаждении от температуры заливки до температуры окружающей среды
б Величина линейной усадки может варьироваться от 1% у серого чугуна до 1,5…2 % у сталей и цветных сплавов
Объемная усадка — это уменьшение объема сплава при его охлаждении в литейной форме.
Объемная усадка приводит к образованию в отливках усадочных раковин, усадочной пористости, трещин и короблений.
С усадкой сплава связаны многие затруднения в производстве отливок. При торможении усадки (выступами формы, стержнями) в отливке возникают напряжения, которые могут вызвать ее коробление или образование трещин.
Для снятия усадочных напряжений применяют отжиг.
Для этого отливки нагревают до высоких температур (но ниже температуры солидус) и медленно охлаждают вместе с печью. При медленном охлаждении (20 градусов в час) перепада температур в разных точках отливки не будет, и, следовательно, все ее части будут усаживаться равномерно. Часто отливки после предварительной (черновой) механической обработки просто вылеживаются длительное время перед окончательной обработкой.
Ликвация — это неоднородность химического состава по сечению отливки. Ликвация возникает в процессе затвердевания отливки из-за различной растворимости отдельных компонентов сплава в его жидкой и в твердой фазах
. Чем больше это различие, тем неоднороднее распределяются компоненты.
Различают два основных вида ликвации: внутрикристаллическую (или дендритную), характеризующуюся неоднородностью зерна металла, и зональную
, когда различные зоны отливки имеют различный химический состав. Простейший случай ликвации связан с большой разницей плотностей компонентов сплава. Так, при литье свинцовой бронзы в нижних частях отливки содержание свинца будет выше, чем в верхних частях. Концентрация меди (более легкого компонента), наоборот, увеличится в верхних частях отливки.
В период затвердевания отливки из металла выделяются газы, которые растворены в расплаве. В результате этого в отливке образуются газовая пористость или газовые раковины, значительно понижающие комплекс механических свойств отливки. Источником газовых раковин может быть и форма при недостаточной ее газопроницаемости и при выделении ею большого количества газов. Газовые раковины чаще всего образуются около поверхности горизонтально расположенных стенок отливки, а также в местах, где затруднен газоотвод.
Литейное оборудование.
Литейное оборудование – это совокупность машин, автоматов, установок, плавильных печей, заливочных устройств, манипуляторов, предназначенных для выполнения процессов и операций изготовления отливок..
Каждый литейный процесс (формовка, плавка, заливка и др.) использует свои виды оборудования (формовочное, плавильное и др.) в соответствии с ГОСТ 18111-93*.
Литейная оснастка.
Технологическая оснастка литейного производства — средства технологического оснащения, дополняющие литейное технологическое оборудование для выполнения определенной части процесса получения отливок. К литейной оснастке по ГОСТ 17819-84* относятся литейные формы, стержни, модели и другие средства технологического оснащения.
Литейная форма – это система элементов, образующих рабочую полость, при заливке которой жидким металлом формируется отливка
. Основные требования, предъявляемые к литейным формам, следующие:
— чтобы под действием напора расплава форма не только не разрушилась, но и не изменила размеры.
Газопроницаемость
— чтобы газы, находящиеся как в полости формы, так и в расплаве, могли удаляться (во избежание газовой пористости и газовых раковин в отливках).
Стойкость к химическому взаимодействию с расплавом
— чтобы обеспечить простоту извлечения и очистки отливок.
Литейная форма изготавливается с использованием следующей литейной оснастки:
1.Литейная модель. Для изготовления разовых форм применяются литейные модели, обеспечивающие образование в форме отпечатка, соответствующего конфигурации и размерам отливки.
Модели изготавливаются из дерева, пластмасс или металлических сплавов и могут быть разъемными и неразъемными, разовыми и многократными.
2.Литейный стержень – элемент литейной формы, предназначенный для образования отверстия, полости или иного сложного контура в отливке.
Во многом благодаря применению стержней при литье возможно получение заготовок самой сложной конфигурации. Стержни, как и формы, могут быть разовыми и многократными, целиковыми и сборными.
Общая технология литья
Технология литья представляет собой совокупность большого количества отдельных процессов литейного производства, которые можно объединить в четыре этапа:
1. Технологическая подготовка процесса изготовления отливки
.
На основании конструкторской (чертеж детали, технические требования, условия работы детали в узле …) и технологической документации (величина партии, технологический маршрут обработки…) осуществляется: выбор способа литья, разработка чертежа отливки, проектирование технологической оснастки (модель, стержни, литейная форма …) разработка технологии, включая определение последовательности и технологических параметров отдельных процессов, операций и переходов.
2. Изготовление формы. На основании разработанных чертежей изготавливаются модель, стержни, необходимая технологическая оснастка. При литье в неметаллические формы наиболее ответственным и трудоемким процессом является формовка — изготовление литейных форм и стержней из формовочных и стержневых смесей. Чаще всего, литейная форма – разъемная (состоит из двух частей), что позволяет получать большинство отливок. Разовые формы, как и стержни, изготавливают уплотнением формовочной (стержневой) смеси в опоках (стержневых ящиках). Готовые части формы (полуформы) и стержни поступают на операцию сборки форм, которая включает установку, соединение и закрепление литейных стержней в литейной форме и частей формы между собой. Параллельно с формовкой и сборкой в плавильном отделении литейного цеха производится плавка – получение расплава нужного химического состава и температуры.
3. Заливка форм и охлаждение металла отливок. Собранные формы при помощи ковша или литейной машины заливают расплавом. Температура расплава равна: t
заливки =
t
ликвидус + (100…150)ºС. Заполнение формы расплавом требует определенного времени, что ограничивает производительность литья в целом. Для повышения качества отливок используется воздействие центробежных сил, электромагнитных полей, ультразвука и т.д.
4. Извлечение из форм и обработка отливок
.
Охлажденная до заданной температуры отливка удаляется из формы, и из нее извлекаются стержни.
Выбивка –извлечение отливки из формы.
При литье в разовые формы эта операция осуществляется на вибрационных решетках.
Обрубка— отделение от отливок элементов литниковой системы
, заливов по разъёму формы и неровностей поверхности. Осуществляется с помощью пневмомолотков (отливки из чугуна) и пневмозубил, резкой газом или плазмой (стальные отливки), абразивным и другим инструментом.
Очистка поверхности отливок от пригара, остатков формовочной и стержневой смеси. Для очистки применяют такие способы, как галтовка, дробеметный, электрохимический и др. Во вращающихся галтовочных барабанах пригар удаляется за счет трения поверхностей отливок друг о друга и о дополнительно загружаемые звездочки из белого чугуна. При дробеметном способе поверхность отливки очищается под воздействием потока чугунной или стальной дроби диаметром 1-3 мм. Скоростной поток дроби создается с помощью сжатого воздуха (в дробеструйных установках) или вращающихся лопаток (в дробеметных установках).
Зачистка— механическая обработка поверхности отливок
с целью приведения ее в соответствие с требованиями по качеству поверхности. При этом удаляются остатки питателей, заливы по плоскости разъема формы и у знаковых частей стержней. Зачистку чаще всего осуществляют с помощью шлифовальных кругов и на обрезных прессах.
Термообработка отливок производится при необходимости повышения прочности (закалка), пластичности, обрабатываемости резанием, снятия внутренних напряжений (отжиг). В последнем случае, часто ограничиваются длительным вылеживанием отливок на складе
Контроль качества отливок предусматривает проверку соответствия продукции техническим условиям, включая отсутствие дефектов строения. Внешний осмотр позволяет выявить наружные дефекты (раковины на поверхности, сквозные трещины, перекос и т.д.). Точность размеров и шероховатость поверхности определяют с помощью мерительного инструмента (штангенциркулей, шаблонов, калибров) и специального оборудования (профилометров, координатно-измерительных машин). Для контроля структуры отливок применяют металлографию. С помощью неразрушающих методов контроля, таких как ультразвуковой, вихретоковый, рентгеновский, контролируют внутреннее строение металла.
СПОСОБЫ ЛИТЬЯ
В промышленности применяют множество способов литья, которые можно классифицировать по различным признакам. Наиболее часто все виды литья делят на литье в разовые формы (литье в песчано-глинистыеформы, в оболочковые формы, литье по выплавляемым моделям …) и литье в многократные формы (литьё в кокиль, под давлением, центробежное литье …).
Выбор способа литья определяется типом литейного сплава (легкоплавкий, тугоплавкий), объемом производства, заданными параметрами точности размеров и шероховатости поверхности получаемых отливок, и другими факторами.
Технология ручной формовки.
В зависимости от конфигурации отливки и условий производства применяют различные методы ручной формовки:
по моделям в почве (кессоне),
в опоках, с подрезкой, с отъемными частями, с перекидным или подъемным болваном, с фальшивой опокой, по шаблону, в стержнях, по скелетным моделям. Рассмотрим некоторые способы формовки.
Формовка по разъемной модели — наиболее распространенный способ формовки. При ручной формовке сначала изготавливают нижнюю полуформу (рис. 2.5, а
). Затем изготавливают верхнюю полуформу (рис. 2.5,
б
). Для этого нижнюю полуформу переворачивают на 180°, на нижнюю половину модели шипам устанавливают верхнюю половину, монтируют модели шлакоуловителя, стояка и выпоров. Плоскость разъема (лад формы) посыпают разделительной смесью — графитом, мелкотертым кварцевымпеском. Верхнюю опоку устанавливают на нижнюю по направляющим штырям. В неё засыпают и уплотняют формовочную смесь, и получают верхнюю полуформу. После уплотнения смеси удаляют модели стояка и выпоров. Верхнюю полуформу снимают, переворачивают на 180°, удаляют из обеих полуформ модели (рис. 2.5,
в
), и приступают к сборке формы. Собранная и готовая к заливке форма показана на рис. 2.5,
г
.
Рис. 2.5. Формовка по разъемной модели:
а -г – последовательность формовки; МФ – разъем модели и формы
Отливку, показанную на рис. 2.6, при формовке невозможно извлечь без разрушения части формы (объем «К») (рис. 2.6, а
). В таких случаях применяют формовку с подрезкой. Нижнюю полуформу уплотняют обычным способом и переворачивают. Срезают объем «К» (рис. 2.6,
б
). Образовавшуюся поверхность тщательно заглаживают. При формовке верхней полуформы (рис. 2.6,
в
), на месте этого объема образуется болван. Разъем формы получается не плоским, а фасонным. Далее устанавливают модель верхнего знака
2
, поверхность разрезки посыпают разделительной смесью. Дальнейшие операции формовки не отличаются от операций обычной формовки.
Рис. 2.6. Формовка с подрезкой: а — – уплотненная нижняя полуформа; б — нижняя полуформа после удаления излишков смеси; в – форма в сборе; г – формовка по фасонной модельной плите; 1 – модель; 2 – модель верхнего знака; 3 – груз; 4 — модельная плита; 5 – гнездо знаков; 6 – модель подрезки; К – объем смеси, препятствующей извлечению модели; Ф — плоскость разъема полуформ; н – направление «верх» и «низ» по отношению к плоскости разъема полуформ.
Формовка по модели с отъемными частями применяется при изготовлении сложных по конфигурации отливок с выступающими элементами, когда применение модели с одним разъемом не позволяет извлекать ее половины из полуформ после уплотнения смеси. Отъемные части вида 1
(рис. 2.7,
а, б
) применяют при наличии в модели полости достаточной для удаления штифта
8
. При формовке модели с отъемными частями вида
2
(рис. 2.7,
а, в
), смесь уплотняют до верхней плоскости отъемной части, затем извлекают шпильку
9
и заканчивают уплотнение. Крепление отъемной части
3
(рис. 2.7,
а, г
) называют «ласточкин хвост».
Рис. 2.7. Формовка по модели с отъёмными частями:
а – модель; б, в, г, — последовательность выполнения операций 4, 5, 6, 7 формовки; 1, 2, 3 – виды отъемных частей; 8 – штифт, 9 – шпилька; стрелками показаны перемещения отъемных частей, штифтов и шпилек.
Если невозможно расположить модель на плоской плите, применяют формовку с фальшивой опокой. В фальшивую опоку металл не заливают. Она служит только для формовки в качестве фигурной модельной плиты.
Лекция 2. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Литейное производство — отрасль машиностроения, изготавливающая заготовки или детали (отливки) заливкой расплавленного металла (расплава) заданного химического состава в полость литейной формы, имеющей конфигурацию отливки. При охлаждении, расплав затвердевает и сохраняет конфигурацию полости формы. Литьем можно изготавливать изделия очень сложной конфигурации, которые другими видами обработки — ковкой, штамповкой, сваркой — получить трудно или невозможно.
Литьем изготавливают:
заготовки деталей общего назначения, к которым не предъявляются особые требования по механическим и эксплуатационным свойствам; заготовки ответственных деталей, таких как детали двигателей внутреннего сгорания (блоки цилиндров, поршни), рабочие колеса и лопасти газовых турбин, и т.д. Масса отливок может быть от нескольких граммов (детали приборов) до десятков тонн (станины станков, роторы турбогенераторов).
Жидкий металл
заливают в разовые формы (после изготовления отливки их разрушают) и многократные (в одной форме можно получить от десятка до нескольких десятков тысяч отливок). Разовые формы изготавливают из неметаллических материалов (формовочных смесей). Многократные формы изготавливают из сплавов на металлической основе.
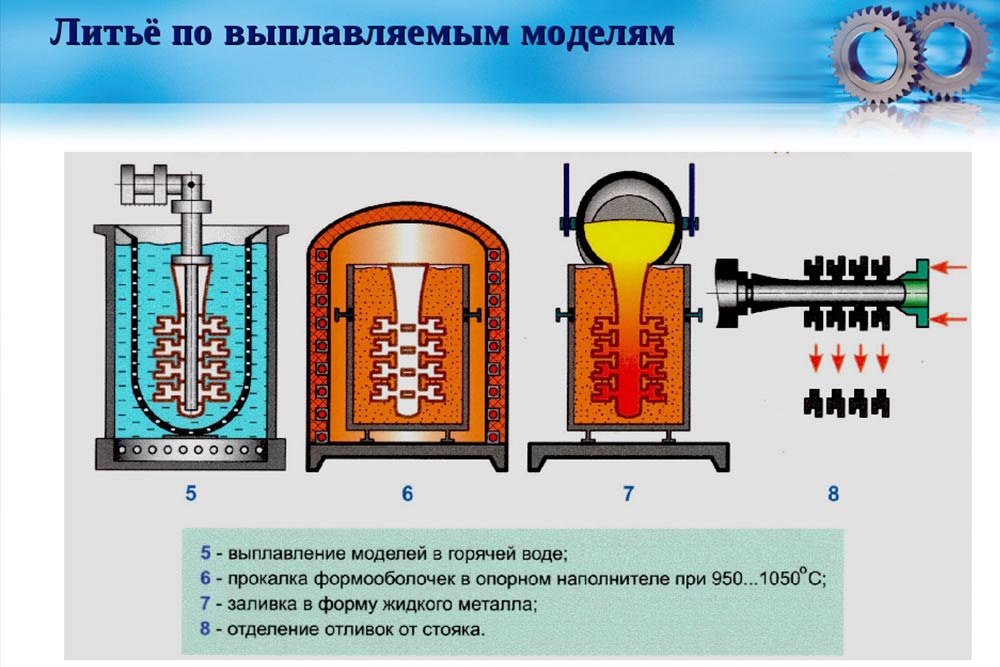
Литье по выплавляемым моделям
Такой метод специального литья подразумевает то, что отливки получают в одноразовых формах, которые получают выплавлением моделей, выполненных из легкоплавких материалов, на поверхность которых наносят огнеупорные покрытия. Такой метод литья эффективен при производстве деталей небольших размеров сложной формы. Причем этот способ пригоден для работы с любыми металлами. С его помощью выполняют получение отливок сложной конфигурации с тонкими стенками.

Литье по выплавляемым моделям
Для производства моделей применяют парафин, воск и пр. Чаще всего применяют смесь парафина и стеарина. Для изготовления моделей используют запрессовку полученного состава в пресс-формы, выполненные из металла. Кроме этого, возможно, использование ручных шприцев. При производстве такого типа изготовление отливок для одной детали не имеет смысла. Поэтому такие модели компонуют в блоки, имеющими один общий стояк. Для присоединения моделей применяют питатели (литниковые ходы). Использование таких конструкций поднимает эффективность труда, кроме того, применение единой литниковой системы приводит к экономии материала. Огнеупорную оболочку формируют при окунании блока с моделями в ванну, заполненную обмазкой, выполненной с применением керамики. После окунания блоки обсыпают кварцевым песком и отправляют на просушку, которая длится от 4 до 5 часов. Модели выплавляют в ванне, с водой, разогретой до температуры 70 – 85 градусов. Такой подход подразумевает то, что этот состав будет возвращен в повторное производство практически в полном объеме. Формы, покрытые составом, прокаливают при 900 — 950 градусах. Металлический расплав заливают сразу после прокаливания. Часто применяют центробежный способ заливки. По мере охлаждения оболочка растрескивается, и ее удаляют при помощи вибрации.
Полученные отливки отправляют в механический цех для удаления литников и облоя. Специальное литье по моделям применяют для производства деталей с повышенной точностью, при его использовании значительно повышается качество отливок. Но, весь процесс литья такого типа вполне обоснованно считают длительным и сложным. Это сказывается на себестоимости выполняемых работ.
Дальнейшее активное распространение метода литья в стержневые формы, изготовленные методом Coldbox, основывалось на его следующих основных преимуществах:
- Высокая точность и чистота поверхности отливок, во многих случаях сопоставимые с параметрами отливок при литье в кокиль, а в некоторых случаях и с литьем по выплавляемым моделям.
- Значительное сокращение затрат на последующую механическую обработку отливок по сравнению с литьем в песчаные формы.
- Уменьшение капитальных затрат на основное оборудование.
- Сокращение объемов формовочных материалов, связанное с уменьшением расхода песка на внешнюю форму. При литье в стержневые формы соотношение металл/форма по массе для отливок из чугуна или стали достигает величин 1/ (1…1,5).
- Сокращение материальных потоков за счет применения моно-системы (форма и стержни изготовлены из одинаковых составов) с возможностью регенерации с долей усвоения до 95..97%.
- Увеличение удельного съема отливок с единицы производственной площади.
За двадцатилетний период 1988-2008 годы фирма Laempe выполнила многие десятки проектов по всему миру для отливок из различных сплавов и серийности производства, основанных на методе литья в стержневые форму.
В России для подобной технологии фирмой Laempe выполнены следующие проекты:
- ОАО «Авитек» (Киров) – изготовление корпусных алюминиевых отливок для авиационно-космической техники.
- ОАО «Протон-ПМ» (Пермь) – изготовление корпусных отливок из алюминиевых сплавов для космической техники.
- ОАО «ГАЗ» (Н.Новгород) — изготовление блоков цилиндров для дизельных двигателей из чугуна.
- ООО «Лемаз» (Лебедянь) – изготовление чугунных рабочих органов погружных насосов для нефтяной промышленности.
Стержневые формы. Типы и применяемые сплавы.
Описания различных конкретных проектов с применением технологии литья в стержневые формы для отливок из цветных и черных сплавов многократно приводились в отечественной литературе ([2],[3] и др.).
Опираясь на свой практический опыт, фирма Laempe использует следующую классификацию типов стержневых форм:
· Стержневой пакет;
· «Классическая» форма;
· Вертикально-стопочная форма;
· Горизонтально-стопочная форма;
· Ярусная форма.
Технологическая сущность всех этих способов формовки абсолютно одинакова, однако технологические и конструктивные решения, связанные с компоновкой формы, конструкцией литниково-питающей системы, заливкой, набором и конфигурацией оборудования для изготовления, заливки и транспортировки форм в зависимости от типа формовки могут очень сильно отличаться.

Для литья в стержневой пакет
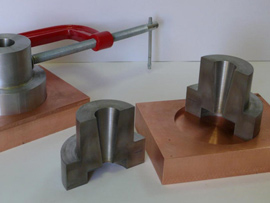
со сложным комбинированным разъемом характерно применение базового (несущего) стержня, в который по стержневым знакам устанавливаются обкладные торцевые и боковые стержни и внутренние стержни с последующим замыканием верхним стержнем. Характерные отливки: алюминиевые блоки цилиндров и головки блока цилиндров, алюминиевые и чугунные корпусные отливки со сложной внешней конфигурацией (рис.2).

Формовка в «классическую»
форму внешне напоминает технологию No-Bake. Однако, один стержневой автомат, занимая несравненно меньшую площадь, в данном случае выполняет функции многочисленных агрегатов линий No-Bake, вместе взятых: смесителя, вибростола, участка замены моделей, участка начальной выдержки, кантователя.
Причем, в отличии от No-Bake, и в верхней и в нижней полуформе, возможно выполнить опустошения по контрладу, чем увеличивается соотношение металл/форма, снижается расход материалов и улучшаются условия для естественной термической регенерации смеси, связанной с выгоранием связующих компонентов в процессе охлаждения отливки, что наиболее эффективно для отливок из чугуна и стали (рис.3).

Вертикально-стопочная формовка
и
горизонтально-стопочная формовка
(рис.4, 5) являются самыми эффективными с точки зрения производительности оборудования способами литья в стержневые формы, т.к. существует возможность изготавливать формы с двусторонним отпечатком. При этом значительно упрощаются исполнительные механизмы манипуляторных устройств и транспортной системы из-за унификации внешних размеров и конфигурации форм. Пригружение форм при горизонтально-стопочной формовке выполняется, как правило, путем использования транспортных устройств с прижимным механизмом.

Область применения ярусной формовки
– более крупные (чем характерные для стопочной формовки) высокие или протяженные отливки. Причем форма набирается горизонтально или вертикально из стержневых форм рамочного или кольцевого типа с одинаковой или подобной конфигурацией внешней поверхности и различной конфигурацией внутренней поверхности, непосредственно оформляющей контуры отливки. Принципиальное отличие ярусной формовки от стержневого пакета — в отсутствии отдельных боковых обкладных стержней. В случае ярусной формовки внутренние стержни стремятся изготовить соединенными в одно целое с внешними ярусными формами, чем облегчается трудоемкость сборки и увеличивается точность формы.
Диапазон применения ярусной формовки в стержнях – от мелкосерийного до массового производства для отливок из алюминиевых сплавов и чугуна. Широту диапазона серийности производства при использовании ярусной формовки хорошо иллюстрируют два российских проекта, выполненных фирмой Laempe (рис.6) :
— проект ОАО «Протон-ПМ» (Пермь) – изготовление литых элементов ракетной техники из алюминиевых сплавов — в мелкосерийном производстве [4];
— проект ОАО «ГАЗ» (Н.Новгород) — изготовление чугунных отливок моноблока (блок цилиндров и головка цилиндров объединены в одну отливку) дизельного двигателя — в крупносерийном производстве [5].

ООО «Лемаз». Опыт внедрения.
Одним из показательных примеров освоения технологии литья в стержневые формы, совмещенного с коренной модернизацией литейного производства является проект, выполненный для ООО «Лемаз». «Лебедянский машиностроительный ) — один из основных российских производителей погружных центробежных насосов для добычи нефти. Завод также изготавливает центробежные насосы для перекачки нефтепродуктов, поршневые и плунжерные насосы различного типа и назначения, в том числе для атомной энергетики и специального судостроения.
До начала модернизации литейного производства отливки рабочих органов погружных насосов отливались в сырых песчаных формах. Стержни изготавливались по «горячим ящикам».
Сотрудничество фирм Laempe и Лемаз продолжается на протяжении нескольких лет. Результатом явилась полная модернизация литейного производства, которая выполнялась в несколько этапов.
На первом этапе
были поставлены и запущены в работу два малых пескострельных автомата типа LL10 в комплекте с системами смесеприготовления, очистки воздуха, окрасочной станцией, сушильным модулем и пилотной установкой регенерации стержневой смеси. Главными целями первого этапа были:
- проверка принципиальной возможности изготавливать отливки рабочих органов погружных насосов в стержневых вертикально-стопочных формах и оценка эффективности технологии, выбор оптимального способа отверждения форм и стержней,
- отработка технологических режимов,
- отработка модельной оснастки,
- отработка режимов регенерации и повторного использования регенерата стержневой смеси.
Для решения этих задач первые стержневые автоматы были оснащены специальными газогенераторами для трех различных процессов холодного отверждения отверждения с целью выбора оптимального из них применительно к существующей номенклатуре отливок.
Проведенные в течение одного года испытания показали, что при значительном улучшении качества отливок (точность, шероховатость поверхности), как по внутренним необрабатываемым проточным зонам, так и по внешним поверхностям, процесс литья в вертикально-стопочные формы на основе технологии Coldbox позволяет обеспечить максимальную производительность по сравнению с другими технологиями газового отверждения. Дополнительно было установлено, что для номенклатуры Лемаз-а возможно исключить окраску стержней без ухудшения качества отливок. Это было очень важным, т.к. значительно упростило технологический процесс и позволило существенно сократить капитальные и текущие затраты.
Натурные испытания погружных насосов с рабочими органами, изготовленными по новой технологии, показали повышение расходных характеристик насосов на 10-15% за счет повышения чистоты рабочих поверхностей.
Результаты первого этапа работ оправдали все изначальные предположения о правильности предварительных расчетов и выбранной концепции.
Цель второго этапа
заключалась в оснащении литейного производства оборудованием, достаточным для полного перехода к новой технологии для полной производственной программы завода. На этом этапе были поставлен комплект стержневых пескострельных автоматов различных типов (LB50, LB25, LL10), системы смесеприготовления, пневмотранспорт для подачи свежего песка (от разгрузки вагонов до бункеров смесителей) и регенерата, системы выбивки и регенерации песка, установки для дробеструйной очистки отливок. Дополнительно ООО «Лемаз» самостоятельно увеличил протяжённость подвесного заливочного конвейера для форм и произвел полную реконструкция плавильного отделения. В результате завод полностью перешел на новую технологию изготовления отливок, исключив заливку на плацу.
Показательно, что все оборудование для формообразования «уместилось» в пристройке литейного цеха с размерами 70х11,5 метров, поскольку изначально проектом не предусматривалось строительство нового цеха, а весь проект модернизации выполнялся без остановки действующего производства.

Помимо естественного для стопочной формовки увеличения коэффициента использования металла, весьма важным преимуществом новой технологии оказалось существенное уменьшение шероховатости поверхности отливок (до Ra 7…10), что максимально приближает данную технологию получения отливок рабочих органов по уровню шероховатости поверхности отливок до литья по выплавляемым моделям (рис. 8), но при несопоставимо меньшей трудоемкости и стоимости литья.
Дополнительным серьезным преимуществом явилось исключение деформации стержней под действием гидродинамических и тепловых нагрузок в процессе заливки и охлаждения отливок, что полностью исключило искажение размеров и конфигурации проточных полостей отливок рабочих органов.
По данным заводского бюро нормирования труда, трудоемкость производства литых заготовок, равно как и трудоемкость механической обработки по старой и новой технологиям отличается ровно вдвое в пользу новой технологии. Такое снижение трудоемкости связано с более широкими возможностями при изготовлении форм: например, снижением припусков на механическую обработку, сокращением количества стержней, уменьшением зазоров по знаковым частям, возможностью изменить конструкцию деталей (сборные конструкции стали цельнолитыми). Кроме того, сухая и точная форма позволило значительно сократить формовочные уклоны, а отсутствие заливов позволило существенно уменьшить объем финишных операций.

Особо следует отметить, что в результате оптимизации конструкции стопочной формы весовое соотношение металл/форма составляет (1,1…1,14)/1, т.е. масса металла превышает массу формы со стержнями. Эта достигнутое значение — очень важный показатель эффективности технологии, и является одним из самых высоких из известных значений в мировой практике литья в песчаные и стержневые формы.
Третий этап
модернизации решал задачи полной автоматизации всех периферийных и транспортных операций и внедрения системы автоматизированного управления стержневого участка.
Главными задачами автоматизации, решаемыми на этом этапе реконструкции, были:
· повышение производительности за счет исключения ручных операций в зонах технологических переходов: съем форм – транспортирование форм к участку сборки – транспортирование и установка стопочных форм на заливочный подвесной конвейер;
· сокращение рабочего персонала, занятого ручными операциями;
· исключение тяжелого ручного труда;
· упрощение и оптимизация внутрицеховой логистики, связанной с движением потоков (песок, подача связующих, транспортировка форм и стержней);
· исключение или минимизация вредного влияния «человеческого» фактора на качество отливок, достижение максимальной повторяемости режимов изготовления форм и стержней;
· централизированный контроль за всеми параметрами работы цеха, включая технологические и организационные.
· сбор и анализ статистической информации о работе цеха в режиме реального времени.

На этом этапе работ стержневые центры для изготовления форм были оснащены универсальными роботами (рис.9); установлена единая транспортная система для стопочных форм, включающая вертикальные буферные склады для собранных стопок в зоне стержневых автоматов и транспортную систему выдачи готовых стопок. Выдача собранных стопочных форм на подвесной заливочный конвейер производится роботом с многофункциональным захватом (фото 10). Подача связующих компонентов и амина производится из центральной станции к каждому стержневому центру.

В результате проведенной модернизации литейное производство Лебедянского машиностроительного завода по основным производственным показателям (себестоимости отливок, выработке на одного сотрудника, съему литья с единицы площади, а также по уровню качества отливок и системе организации производства) в настоящее время является одним из самых передовых для своей отрасли в мире.
Опыт многочисленных проектов по всему миру позволяет заключить, что метод литья в стержневые формы из экзотического или эксклюзивного с учетом достигнутого уровня технологии и оборудования можно на сегодняшний день уверенно отнести к разряду «традиционных» литейных технологий. Всякий раз, проводя выбор наиболее рациональной технологи изготовления той или иной отливки, литейщики должны принимать в расчет и этот метод литья.
Список литературы
1. Kanicki D.P.
Changing casting demands shape Ford’s new foundry. //Modern Casting — September 1994. – P.24-27.
Стопочная стержневая форма, стержневой пакет и перспективы современных процессов литья // Литейщик России. – 2002. — №3. – С.30-34.
Модернизация литейного производства автомобильной промышленности Японии // Литейное производство. – 2007. — №4. – С.36-37.
4. Дубровский В.А., Арбузов И.А.
Опыт изготовления отливок ракетного двигателя в стержневых пакетах // Литейное производство. – 2002. — №3. – С.13-15.
5. Колпаков А.А., Зуев М.П
. и др.
.
Освоение производства отливок блока цилиндров дизельного двигателя на ОАО «ГАЗ» // Литейщик России. – 2002. — №3. – С.16-25.
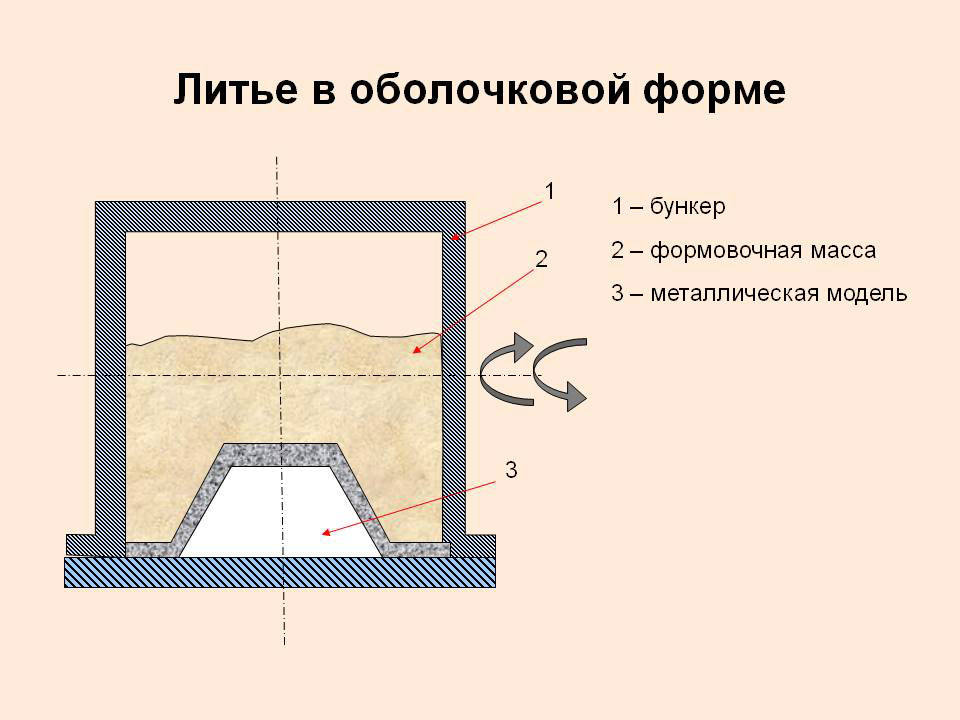
Литье в оболочковые формы
Отливки можно получить с применением оболочек с толщиной стенки 8 – 15 мм. Для их изготовления применяют специальные составы, которые затвердевают под воздействием тепла от моделей и стержней.

Литье в оболочковые формы
В качества материала для формы используют кварцевый песок. Он играет роль наполнителя и смолы, в качестве связующего компонента. Эта смесь наносится на плиту с установленной на нее моделью. Перед нанесением модельной смеси необходимо покрыть модель или эмульсией на основании силикона. В результате будет получена оболочковая модель.
Технология этого типа применяется для производства отливок весом 12 – 15 кг. К явным достоинствам этой технологии можно отнести качество изготовленных отливок, но в то же время эти формы отличаются высокой стоимостью. Это вызывается тем, что при их производстве применяют дорогие химикаты.
Кстати, литье в тонкостенные разовые формы – это разновидность этой технологии разлива металла.
Современные альтернативы традиционным технологиям литья в машиностроении
Литье под давлением занимает одно из ведущих мест в литейном производстве цветных металлов, достаточно сказать, что производство отливок из алюминиевых сплавов в различных странах составляет по массе 30—50% общего выпуска продукции литейного производства. Кроме того, литье под давлением применяют для отливки из цинковых и магниевых сплавов. Этим способом изготавливают литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов.
Центробежное литье
Специальные виды литья неограниченны темы методами, приведенными выше. При центробежном способе специального литья, расплав заполняет форму под воздействием центробежных сил. Они возникают при вращении литьевой формы вокруг оси, которая может быть расположена вертикально, горизонтально или под углом к горизонту.

При таком методе литья внутренняя поверхность отливки формируется, не вступая в контакт с рабочей поверхностью формы, и поэтому ее называют свободной. Такая специальная технология предполагает, что литьевые формы выполнены из металла. Перед началом заливки расплава ее необходимо разогреть до температуры 250 – 350 градусов, затем на рабочие поверхности наносят огнеупорное покрытие. Использование центробежной обработки расплава позволяют получить плотность отлитого металла, отсутствие пустот и раковин в теле полученной детали. Под воздействием центробежных сил.
Центробежная обработка расплава позволяет производить следующие типы деталей:
- втулки;
- барабаны;
- корпуса роторов и многое другое.
Центробежное литье позволяет обеспечить высокую плотность металла, отсутствие раковин.
Вследствие этого детали обладают повышенной износостойкостью. Кроме того, центробежные силы вытесняют из расплава посторонние включения и шлаки.
Изготовление литейной формы
Литейные формы, предназначенные для получения отливки, могут быть разовые, полупостоянные и постоянные. Разовые формы, пригодные для использования только один раз, применяют для получения лишь одной отливки. Основными материалами для приготовления разовых форм служат песок и глина, которая является связующим. Прочность таких смесей относительно невелика. Для того, чтобы форма могла выдержать давление жидкого металла, ее приходится делать толстостенной. Если в качестве связующего использовать специальные материалы, то разовую форму можно сделать оболочковой (тонкостенной). При этом резко сокращается расход формовочной смеси.
Полупостоянные формы предназначены для получения нескольких десятков (до 150) отливок без существенного износа формы. Такие формы изготавливают из специальных высокоогнеупорных масс, например, графита и керамики.
Постоянными называют металлические формы (кокили). В этих формах можно получить до нескольких тысяч отливок из стали, чугуна и цветных сплавов. Отливки, полученные в металлических формах, имеют повышенную точность размеров и чистую поверхность. Однако, их стоимость несравнимо выше стоимости изготовления разовых и полупостоянных форм.
Наибольшее распространение в промышленности имеют разовые формы. Они применяются для изготовления отливок из различных сплавов, любых размеров и конфигурации. Разовая литейная форма, ее элементы и последовательность изготовления отливки показаны на рис. 49. Разовые формы изготавливают с помощью модельного комплекта и опок.Модельный комплект включает в себя литейную модель, стержневые ящики, модели литниковой системы, формовочные, контрольные и сборочные шаблоны.
Модель представляет собой копию будущей отливки с некоторыми изменениями, которыми учитывается припуск на механическую обработку, обеспечивается удобство извлечения модели из формы и стержня из стержневого ящика с помощью литейных уклонов.При конструировании модели все размеры отливки увеличивают на величину литейной усадки используемого сплава. В единичном и мелкосерийном производстве модели изготавливают из древесины, а при массовом производстве— из металла или пластмасс. В местах, где в отливке должны быть отверстия, в форме устанавливают стержни.
Для закрепления в форме стержня на модели делаются выступы определенной длины — стержневые знаки. Стержни изготавливают в стержневых ящиках. Как и модели, стержневые ящики имеют литейные уклоны; их размеры учитывают величину усадки сплава и припуски на механическую обработку. Металл в полость формы заливают через литниковую систему, которая должна обеспечить непрерывное поступление металлического расплава в форму, питание отливки для компенсации усадки, предотвращать разрушение формы и попадание шлака и воздуха со струей расплава. Основными элементами литниковой системы являются литниковая чаша, стояк, шлакоуловитель, питатель, прибыли и выпор. Назначение выпора — дать выход газам и избытку жидкого металла, заполняющего форму.
Песчаные формы чаще всего выполняют в опоках. Опоки—это приспособления в виде жесткой рамы, которые служат для удержания формовочной смеси. Их изготавливают из чугуна, стали и алюминиевых сплавов. Для изготовления форм и стержней используют формовочные и стержневые смеси. Основные требования к смесям —это высокая огнеупорность, т. е. способность не размягчаться при воздействии жидкого металла, хорошая текучесть и пластичность для получения отчетливого отпечатка модели, высокая газопроницаемость имеханическая прочность. Чтобы металл не сплавлялся и не спекался с формовочной смесью, поверхность формы покрывается специальными красками и припылами.

Формовочные смеси подразделяются на облицовочные, наполнительные и единые. Облицовочные смеси являются более качественными, так как они непосредственно соприкасаются с жидким металлом. В их состав входят в основном свежие материалы (песок, глина). Наполнительная смесь почти полностью состоит из оборотной (бывшей в употреблении) смеси. Иногда используют единую смесь достаточно высокого качества, которая идет для заполнения всей формы.
Стержневые смеси состоят из кварцевого песка и связующих материалов горячего и холодного затвердевания. Первые затвердевают при заполнении ими горячего стержневого ящика, вторые—в обычных не подогретых стержневых ящиках после некоторой в них выдержки. Для большей прочности стержня в него при изготовлении устанавливают металлический каркас—арматуру. Формы и стержни изготавливают на специальном формовочном оборудовании.
Для осуществления машинной формовки наиболее часто используются прессовые, встряхивающие машины и пескометы. На рис. 50 показаны три способа уплотнения смеси: прессованием (а), встряхиванием (б) и с помощью пескомета (в).

Уплотнение при прессовании происходит за счет давления, передаваемого через прессовую колодку на смесь. На встряхивающих машинах уплотнение происходит за счет сил инерции смеси в результате многократно повторяемых встряхиваний. Пескометную формовку используют преимущественно для изготовленния форм и стержней крупных отливок. Отличительная способность пескомета заключается в том, что он обеспечивает одновременно две операции: засыпку смеси и ее уплотнение.
В массовом и крупносерийном производстве мелких и средних стержней применяют пескодувные и пескострельные машины. В пескодувных машинах заполнение ящика стержневой смесью и ее уплотнение происходят под давлением сжатого воздуха. Сжатый воздух под давлением (5—6) -105 Па вдувает смесь в ящик через вдувные отверстия и уплотняет ее. Пескодувные машины имеют высокую производительность и обеспечивают равномерное уплотнение смеси. Основной недостаток этого метода формовки — сильный износ модельного комплекта из-за абразивного действия смеси. Уплотнение смеси в пескострельной машине происходит за счет кинетической энергии, сообщаемой смеси сжатым воздухом. Сжатый воздух мгновенно перемещает («выстреливает») смесь из резервуара пескострельной машины в ящик. Абразивный износ модельной оснастки в пескострельной машине значительно меньше ввиду отсутствия песчано-воздушной струи. Производительность таких машин очень высокая.
Для смесей горячего затвердевания с электрическим или газовым нагревом ящика цикл изготовления стержня составляет 1—2 мин. Для холоднотвердеющих смесей время изготовления стержня не превышает 1 мин. Прогрессивным способом является изготовление форм и стержней из жидких самотвердеющих смесей (ЖСС). Формы и стержни из ЖСС изготавливают не методами уплотнения, а путем заливки. Текучесть смеси обеспечивается пеной, образующейся при перемешивании жидкостекольной смеси или смеси на органических связующих с добавкой специальных веществ. Смесь затвердевает через 30—40 мин. Применение ЖСС исключает формовку, снижает трудоемкость, повышает производительность труда.
Заливка форм, выбивка, обрубка и зачистка отливок
Заливку форм жидким металлом осуществляют с помо- щью заливочных ковшей, в которые периодически посту- пает металл из плавильного агрегата или миксера (емко- сти для хранения жидкого металла).
После кристаллизации металла и образования отлив-
ки приступают к операции разрушения формы и извле- чения отливки. Процесс выбивки проводят на вибраци- онных решетках. При этом смесь просыпается через ре- шетку и конвейером подается в смесеприготовительное отделение на переработку, а отливка — в очистное отде- ление. В очистном отделении от отливки отбивают (отре- зают) элементы литниковой системы, зачищают заливы и заусенцы металла и остатки литников, удаляют с от- ливки пригоревшую формовочную смесь. Эти операции осуществляют в галтовочных барабанах, дробеструйных и дробеметных установках. Крупные отливки очищают в гидравлических камерах. Обрубку и зачистку отливок проводят с помощью зубил, абразивного и режущего ин- струмента.
Для получения необходимых механических свойств отливки ответственного назначения подвергают термиче- ской обработке—гомогенизации, отжигу или отпуску.
Дефекты отливок и методы контроля
К основным дефектам отливок относятся коробление, на- росты, недолив, пригар, раковины газовые и шлаковые, пористость, спай, трещины, ликвация, несоответствие хи- мическому составу, различные механические поврежде- ния и т. д.
Задачей технического контроля является обнаруже- ние брака в отливках и принятие мер для устранения.
Методами контроля служат внешний осмотр отливки, проверка размеров отливки, определение химического состава и физикомеханических свойств отливок, опреде- ление трещин, раковин и т.д. Некоторые дефекты ис- правляют с помощью сварки, металлизации, механиче- ской обработки и другими способами. После контроля качества литья и исправления дефектов отливки окраши- вают и передают на склад готовой продукции.
2. Специальные виды литья
Специальные виды литья позволяют значительно улуч- шить качество отливок. Отливки, полученные этими методами, характеризуются повышенной точностью раз- меров, пониженной шероховатостью поверхности, умень- шением пропусков на механическую обработку, возможно- стью получения деталей, не нуждающихся в механичес- кой обработке. При этом специальные виды литья дают возможность обойтись без многих побочных операций,
таких как приготовление земляной и стержневой смесей, без пыльной выбивки и пескоструйной очистки.
При многих специальных видах литья коэффициент использования заготовок (отношение массы деталей к массе отливок) выше, чем при литье в разовые песча- ные формы. При литье в песчаные формы около одной четверти массы отливок превращаются в стружку при механической обработке, при специальном литье 5— 10 % и менее. Процессы механической обработки очень дорогие, поэтому уменьшение стоимости готовых деталей зачастую оправдывает увеличение стоимости отливок, по- лученных специальным литьем.
К специальным видам литья относят литье в оболоч- ковые формы, по выплавляемым моделям, в кокили, цен- тробежное, под давлением и другие.
Кокиль это металлическая форма многократного ис- пользования, заполняемая жидким металлом. Отливки,

полученные в кокилях, отличаются большой точностью размеров и высокой чистотой поверхности. Кокиль (рис. 51) изготавливают из чугуна, стали или алюминиевых сплавов. Достоинство литья в кокиль заключается в пер-
вую очередь в возможности обеспечить высокую произ- водительность литейного процесса. Кокильное литье лег- ко механизировать и автоматизировать.
Распространение этого способа литья несколько огра- ничивается высокой стоимостью изготовления кокилей и сложностью получения тонкостенных отливок вследст- вие значительной теплопроводности кокилей и быстрой кристаллизации металла.
Литье под давлением
Для получения отливок с очень тонкими стенками (до 0,8 мм), повышенной чистотой поверхности, точностью размеров и высокого качества (высокой плотностью ме- талла) применяется литье под давлением. При этом спо- собе литья металлическая пресс-форма соединяется лит- никовой системой с камерой прессования, в которой хо- дит поршень (рис. 52). Поршень энергично, с большой

скоростью и силон давит на металл, который устремляет- ся в пресс-форму и заполняет все его самые тонкие щели. Давление может достигать сотен или нескольких тысяч атмосфер.
Литье под давлением применяют в массовом произ- водстве для получения отливок из цветных металлов и сплавов, реже чугуна и стали.
Отливки, имеющие форму тел вращения (втулки, коле- са, трубы и т. п.), получают во вращающейся форме.
Что дает вращение формы при заливке ее металлом?

Дело в том, что центробежная сила отжимает к пе- риферии тяжелый чистый металл, а все посторонние при- меси, пузыри газа и включения переходят в центральную полость. Металл получается прочным и качественным. Для получения центральных отверстий в этом способе
литья не нужны стержни; отсутствуют элементы литни- ковой системы: чаша, стояк, шлакоуловитель, литнико- вые каналы. Для литья применяют горизонтальные и вер- тикальные центробежные машины (рис. 53).
Литье по выплавляемым моделям
Литье по выплавляемым моделям — дальний потомок древнего воскового литья. Основной отличительной чер- той этого метода является получение неразъемной фор- мы. Возникает вопрос, как из такой формы удалять мо- дель? Модель изготавливают из дешевого легкоплавкого материала, который при нагревании легко расплавляется и вытекает из неразъемной формы, обеспечивая точность размеров и очертаний литейной формы. Форму прокали- вают и заливают металлом. Таким способом можно по- лучить любую сложную отливку с высокой размерной точностью и малой шероховатостью поверхности. Схема литья по выплавляемым моделям приведена на рис. 54.
Сначала изготавливают модель отливки. Материалом для модели служит смесь стеарина и парафина с добав- ками. Расплавленный модельный состав заливают в пресс- форму. Закристаллизовавшуюся модель собирают в один
Дата добавления: 2016-11-26; просмотров: 5225; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
Корковое или оболочковое литье
Среди специальных видов литья существует и такой – оболочковый. Его применяют при работе и с цветными, и черными металлами. Литье выполняют в оболочковые (корковые) формы, выполненные из смеси кварцевого песка и бакелитовой смолой, перемешанные в пропорции 90 к 10. Бакелитовая смола полимеризуется при температуре 300 – 350 градусов.

Литье в корковые (оболочковые) формы
Смесь наносят на поверхность модели, которую предварительно нагрели до 220 градусов. Смола плавится, связывает между собой песчинки. В результате на поверхности модели образуется корка толщиной 5 – 7 мм. Затвердевание смеси происходит при нагреве модели до температуры 350 градусов. Затем, с применением различных приспособлений форму снимают с модели. Основное преимущество форм этого типа – это уменьшение припусков и высокая точность получаемых отливок.
Прецизионное литье
Прецизионное литье – это специальный способ получения особо точных отливок.

Оборудование для прецизионного литья
Ранее такой способ называли литьем по выплавляемым моделям. Для выполнения работ по этой технологии применяют различные вещества, которые придают расплавленному металлу ряд свойств, которые позволяют ему точно заполнять форму.
Кроме этого, для выполнения специального литья применяют формы, изготовленные из металла и выполненные с повышенными требованиями к точности.
Выбивка, обувка, очистка и контроль литья
После окончания специального литейного процесса и остывания заготовок до приемлемой температуры, ее удаляют из формы и при необходимости отправляют на очистку ее от литников, облоя и пр. Кроме этого, выполняют контроля качества полученных деталей.
Основным документом, на основании которого выполняют контроля качества полученного изделия – это рабочий чертеж.

Технический контроль литья
Кроме того, работники службы технического контроля должны руководствоваться требованиями ГОСТ, ОСТ, СТП и другими нормативными документами, так или иначе, относящиеся к литью металлов.
Обзор современных методов литья металла
Несмотря на многовековую историю литейного производства его технологии постоянно совершенствуются. Это позволяет исследователям и производственникам подробно исследовать явления, связанные с новыми параметрами процесса литья, способствуя получению бездефектных отливок хорошего качества. Имеются возможности для моделирования сложных процессов литья, что уменьшает количество литейных дефектов. Передовые методы литья включают производство пластичных отливок и их термический анализ, отливку композитов с металлической матрицей методом вихревого перемешивания, литьё алюминия с применением постоянного тока, процессы литья под давлением и так далее. Некоторые из этих способов рассматриваются далее.
- Отливка по выплавляемым моделям
- Кокильное литье
- Под давлением
- Под регулируемым давлением
- В оболочковые формы
- Центробежное литье
- По газифицируемым моделям
- Непрерывное литье
- Литье металла в ХТС
Отливка по выплавляемым моделям
Литьё по выплавляемым моделям позволяет производить точные компоненты, сводя к минимуму отходы материалов, уменьшая энергоёмкость производства и снижая затраты на последующую обработку готовых отливок, причём любой степени сложности.
Процесс литья по выплавляемым моделям происходит в несколько этапов:
- Создание исходного образца, в котором отражается конфигурация готовой детали, с поправкой на тепловую усадку заготовки;
- Изготовление восковых образцов и создание деревянной модели. Она собирается таким образом, чтобы обеспечить доставку расплава ко всем труднодоступным частям отливки;
- Создание оболочки пресс-формы, когда вся восковая модель окунается в керамическую суспензию, покрывается песчаной оболочкой и отправляется на сушку. Эти циклы повторяются до тех пор, пока не будет создана оболочка желаемой толщины, которая устанавливается по размерам и конфигурации готовой отливки. После высыхания керамической оболочки она становится достаточно прочной, чтобы удерживать расплавленный металл во время литья.
- Удаление воска, для чего вся сборка помещается в паровой автоклав, чтобы растопить практически весь воск (остатки, пропитанные керамическим составом, сжигаются в печи). Тогда же удаляются и литники;
- Расплавление и литьё. Форму предварительно нагревают до определенной температуры и заполняют расплавленным металлом, создавая металлическую отливку. С помощью процесса литья по выплавляемым моделям можно получить готовый продукт из любого сплава. В зависимости от его химического состава можно применить плавку на воздухе или в вакууме. Вакуумная плавка используется тогда, когда в сплаве присутствуют реактивные элементы.
- Заключительные операции. После того, как отливка окончательно остынет, оболочка кристаллизатора отделяется от отливки путем вытеснения. При этом отрезаются остатки каналов, литников, а, при необходимости, выполняется пескоструйная обработка, шлифовка и механическая доводка отливки до размерам, обусловленным чертежом изделия.
Технология включает стадию неразрушающего контроля, для чего используется флуоресцентный, магнитопорошковый, рентгенографический или другие методы проверки качества.
- Широкий диапазон массы получаемых отливок – от мелких до 300…350 кг.
- Универсальность и сложность формы, включая и такие, которые нельзя получить металлорежущей обработкой на станках.
- Минимизация последующей механической доводки.
- Высокая точность и низкая шероховатость готовой поверхности.
Литьё по выплавляемым моделям — хорошая альтернатива сварке, поскольку многие компоненты можно объединить в одну отливку сложной формы.
Поскольку инструмент довольно сложен в изготовлении, то данная технология полностью окупает себя в условиях серийного и массового производства.
Кокильное литье

Все виды литья в кокиль — это группа методов, особенно подходящих для получения отливок из цветных сплавов — алюминия, магния и латуни. Перед отливкой функциональные поверхности форм обрабатываются специальным каолином или аналогичным покрытием, которое позволит эффективно разделить поверхности. Формы, которые не могут быть извлечены из изложницы, часто изготавливаются с применением, песчаных стержней. После литья стержни уничтожаются.
По сравнению с литьём в песчаные формы, затвердевание кристаллизатора происходит быстрее за счет лучшей теплопроводности. Образуется отливка с относительно мелкой и плотной структурой материала, которая, в то же время, имеет лучшие механические свойства по сравнению с отливкой из того же материала, но отлитой в песчаную форму.
Преимущества кокильного литья:
- вследствие более быстрого затвердевания кокильное литье обладает лучшими механическими свойствами и относительно мелкой и плотной структурой материала;
- небольшая пористость поверхности;
- высокая точность размеров и уменьшенные показатели шероховатости поверхности;
- уменьшение коэффициента потерь металла.
Литье в кокиль представляет собой хороший выбор для производства отливок среднего размера для серий от 1000 до 10000 штук при минимальной производственной партии в 100 штук.
Процесс применяется для изготовления отливок средних по размерам корпусов приборов, крышек приводов, стоек, вставок латунных или стальных уплотнителей (гайки, корпуса подшипников, штифты и т. д.).
Под давлением

Литье под давлением — это производственный процесс, адаптированный под изготовление деталей в больших объёмах. Форма для отливки включает литниковый канал, по которому расплавленный материал выходит из сопла машины для литья под давлением. В форме имеется система каналов, которые соединяются с литником, (обычно внутри или как часть пресс-формы) и направляют расплавленный материал в полость пресс-формы. Часть канала после бегунка, называемая затвором, ведёт непосредственно в полость инструмента. После цикла литьевой формы (обычно длится всего несколько секунд) весь расплав охлаждается, оставляя затвердевшую отливку в литнике, направляющих и в полости пресс-формы.
- низкий процент брака (в сравнении с традиционными производственными процессами, включая обработку на станках с ЧПУ);
- снижение отходов производства вследствие малых потерь металла в литники, направляющие, и места расположения отверстий под выход расплава;
- возможность получения деталей из термореактивных пластмасс.
Литье под давлением может быть воспроизведено в любом объёме, поскольку стойкость пресс-форм весьма высока. Это обеспечивает однообразие качества отливок и стабильность их характеристик при крупносерийном производстве.
Технология литья под давлением практически исключает любую доработку формы готовых изделий.
Под регулируемым давлением

Разновидность литья под давлением, которая обеспечивает лучшую управляемость процессом. Существует множество факторов, которые могут повлиять на качество конечного продукта. Нижеприведенные переменные играют важную роль в процессе литья под регулируемым давлением:
- Скорость, с которой расплавленный металл вводится в полость пресс-формы,. Важно, чтобы расплавленный металл полностью заполнил полость до того, как он начнет затвердевать. Если скорость потока металла не идеальна, это отрицательно сказывается на прочности конечного продукта.
- Давление впрыска, напрямую влияющее на скорость поступления расплавленного металла в полость пресс-формы. При литье под регулируемым давлением увеличивают давление впрыска, чтобы повысить герметичность. Для обеспечения структурной стабильности отливки используется сочетание высокого давления впрыска и увеличенных размеров литника. Это, в свою очередь, улучшает общие механические свойства отливки, в частности, прочность на растяжение.
- Время, необходимое для того, чтобы расплавленный металл заполнил полость, зависит от скорости металла на затворе и площади затвора. Если затвор большой, скорость впрыска может быть низкой, но если затвор маленький, скорость впрыска должна быть высокой для того, чтобы полностью заполнить полость.
Для литья под давлением используют сплавы металлов и сплавов, которые характеризуются повышенными литейными свойствами (жидкотекучестью).
Важным фактором, влияющим на литейную способность сплава, является интервал затвердевания. Если разница между точкой твердого и жидкого состояния сплава велика, литье под регулируемым давлением не применяют.
В оболочковые формы
Литьё в оболочку применяют для получения головок цилиндров, шатунов и других деталей машин, где требуется повышенная точность. Для данного процесса необходима песчаная форма, причём используется особый тип покрытого смолой песка.
Процесс обеспечивает ряд преимуществ:
- возможность создавать сложные формы с высочайшей точностью;
- низкие трудозатраты;
- пригоден для большинства металлов и сплавов;
- используется при любых масштабах производства;
Вначале песок тщательно перемешивается со смолой, которая действует как связующее. Затем песок засыпается в нагретую форму, температура которой обычно достигает 750…13000С. Нагретая форма инициирует реакцию с песком, покрытым смолой. Когда песок вступает в контакт с горячей формой, на внутренней её поверхности образуется оболочка. Далее излишки песка удаляют из формы, а затем удаляется и сама оболочка, для чего используются выталкивающие штифты. Выталкиватель встроен в саму форму, что позволяет легко удалить вновь созданную оболочку, при этом не повредив её.
Центробежное литье

Центробежное литье — это процесс, позволяющий получать высокопрочные отливки. Такую технологию выбирают для таких изделий, как корпуса компрессоров реактивных двигателей, гидравлических компенсационных колец, многих изделий оборонного назначения.
Этапы процесса центробежного литья начинаются с заливки расплавленного металла в предварительно нагретую головку. Пресс-форма может быть ориентирована либо по вертикальной, либо по горизонтальной оси в зависимости от конфигурации детали.
При вращении формы во время заливки расплавленного металла центробежная сила распределяет расплавленный металл в форме под давлением, в 100 раз превышающим силу тяжести. Комбинация этого давления, контролируемого затвердевания и вторичного рафинирования позволяет получать изделия высочайшего качества.
Когда пресс-форма начинает заполняться, более плотный расплавленный металл прижимается к стенке. Направленное отверждение прочного металла происходит от периферии пресс-формы к каналу, в то время как менее плотный материал, включая примеси, перемещается к внутреннему диаметру.
После затвердевания отливки деталь удаляют из пресс-формы, а остаточные загрязнения, сохранившиеся на поверхности отливки, подвергаются механической обработке – зачистке.
Вариантом технологии является центробежное литье в вакууме. Оно используется, когда точность детали и контроль воздействия атмосферы имеют решающее значение, поскольку некоторые сплавы, в том числе никель-кобальтовые сплавы, реактивны по отношению к кислороду.
Важно: центробежное литьё в вакууме обеспечивает очень высокую надежность изделий, часто используемых в аэрокосмической и военной промышленности.
По газифицируемым моделям

Представляет собой технологию получения отливок высокого качества с применением исходной модели (заготовки), полученной из материала, который при заливке расплавленного металла в форму насыщается выделяющимися газами.
В результате действия высоких температур, которое проявляется в процессе заливки расплава в форму, модель сначала разрушается, а затем расплавляется. Продукты разрушения в капелеподобном состоянии выдуваются непрерывным газовым потоком. При этом в зоне обработки, в зависимости от конструктивной схемы установки, создается либо отрицательное давление, либо вакуум. Под влиянием разницы давлений внутри и вне контейнера освободившееся место занимается металлическим расплавом, который детально воссоздаёт конфигурацию и размеры отливки.
Непрерывное литье

Процесс, который позволяет позволяет металлам и сплавам растягиваться, формироваться и затвердевать без необходимости прерывания заливки. При этом сокращаются отходы, повышается выход готовой продукции, улучшается экономическая эффективность производства.
Методом непрерывного литья под давлением изготавливаются аккумуляторные решётки. Использование системы роликов и форм с водяным охлаждением снижает вероятность попадания примесей и обеспечивает лучшее соотношение толщины.
Литье металла в ХТС

Ускорение процесса литья привело к разработке холоднотвердеющих смесей (ХТС), получивших широкое распространение. У них есть определенные недостатки. Например, некоторые самовысыхающие масла создают форму, которая требует длительных периодов сушки, особенно когда доступ воздуха к ней предотвращен. Синтетические смолы на основе мочевины, которые также разработаны для использования в качестве ХТС, обладают очень низкими температурами разрушения, что, в свою очередь, ограничивает универсальность получаемой формы. Песочные смеси, содержащие смолы кислотного отверждения на основе фурана (еще одно, но относительно новое связующее, отверждающееся на холоде), также обладают определенными ограничивающими характеристиками. Например, они имеют тенденцию вызывать прилипание формы к отливке, и выделение газов, которое обычно сопровождает заливку расплавленного металла в формы, становится очень выраженным и турбулентным.
Современные составы ХТС образуются с использованием связующих, содержащих по крайней мере одну этоксилиновую смолу дифенилметана или производных дифенола, к которой в качестве отвердителя добавляется хотя бы одно органическое соединение, содержащее множество реакционноспособных аминогрупп.
Среди органических соединений, которые могут быть использованы в качестве отвердителей, перспективны составы, имеющие множество реакционноспособных аминогрупп и особенно полимеры (линейные или кольцевые), которые включают от двух до пяти = NCH CH групп.
Источник https://www.iskroline.ru/analysis/oborudovanie-dlja-litja-metalla/
Источник https://melt-spb.ru/oborudovanie/vidy-litejnogo-proizvodstva.html
Источник https://nauka.club/materialovedenie/obzor-sovremennykh-metodov-litya-metalla-.html
Источник






